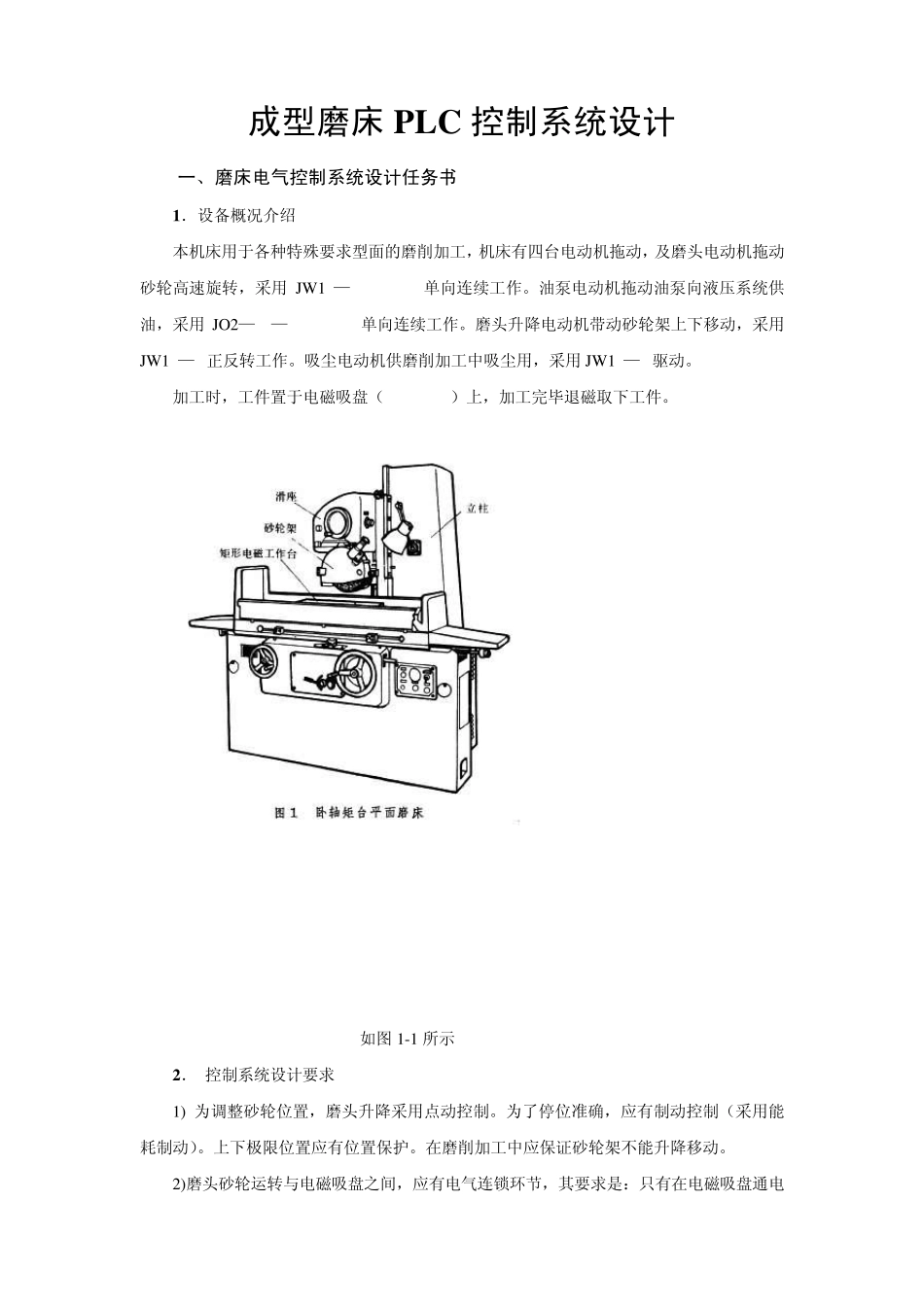
成型磨床PLC 控制系统设计 一、磨床电气控制系统设计任务书 1.设备概况介绍 本机床用于各种特殊要求型面的磨削加工,机床有四台电动机拖动,及磨头电动机拖动砂轮高速旋转,采用JW 11—4(0
6kw),单向连续工作
油泵电动机拖动油泵向液压系统供油,采用JO2—14—4(0
8kw) 单向连续工作
磨头升降电动机带动砂轮架上下移动,采用JW 11—4正反转工作
吸尘电动机供磨削加工中吸尘用,采用JW 11—4驱动
加工时,工件置于电磁吸盘(36V/1
2A)上,加工完毕退磁取下工件
如图 1-1 所示 2. 控制系统设计要求 1) 为调整砂轮位置,磨头升降采用点动控制
为了停位准确,应有制动控制(采用能耗制动)
上下极限位置应有位置保护
在磨削加工中应保证砂轮架不能升降移动
2)磨头砂轮运转与电磁吸盘之间,应有电气连锁环节,其要求是:只有在电磁吸盘通电并处于充磁吸着工件时,才能启动砂轮电动机
磨削中,一旦发生失磁,砂轮电动机应自动停止运转,以确保安全
为了修整砂轮,在吸盘不通电时,应能单独启动砂轮电动机
3)要有照明和必要的灯光显示
4) 设置必要电气保护与联锁
二、磨床 PLC 电气控制系统总体设计过程 1.总体方案说明 1) 油泵电动机、磨头电动机、磨头升降电动机、吸尘电动机分别由电动机MA1、MA2、MA3、MA4 拖动
2)砂轮位置调整,磨头升降采用点动控制
为了停位准确,应有采用能耗制动
3) 上下极限位置应有位置保护
在磨削加工中应保证砂轮架不能升降移动
4)采用热继电器实现过载保护,用以完成各个电动机系统的过载保护
5) 主电路用断路器,各负载回路和控制回路以及 PLC 控制回路采用熔断器,实现短路保护
6) 电控箱设置在控制室内
控制面板与电控箱内的电器板用 BVR 型铜导线连接,电控箱与执行装置之间采用端子板连接
7) PLC 选