《金属工艺学》授课教案上编第一章铸造铸造:液态金属自重或压力铸型冷却、凝固铸件铸造特点:优点:1.具有较强的适应性2.铸件成本低原材料:来源广、价格低、投资少、易生产铸件:机械加工量相对较小,成本低缺点:1.废品率较高,生产过程难以控制;2.铸件力学性能较差,3.砂型铸造铸件精度较差
1铸造工艺规程制定(一)铸造性铸造性:金属在铸造成形过程中所表现出的能力,主要取决于金属充型能力和收缩
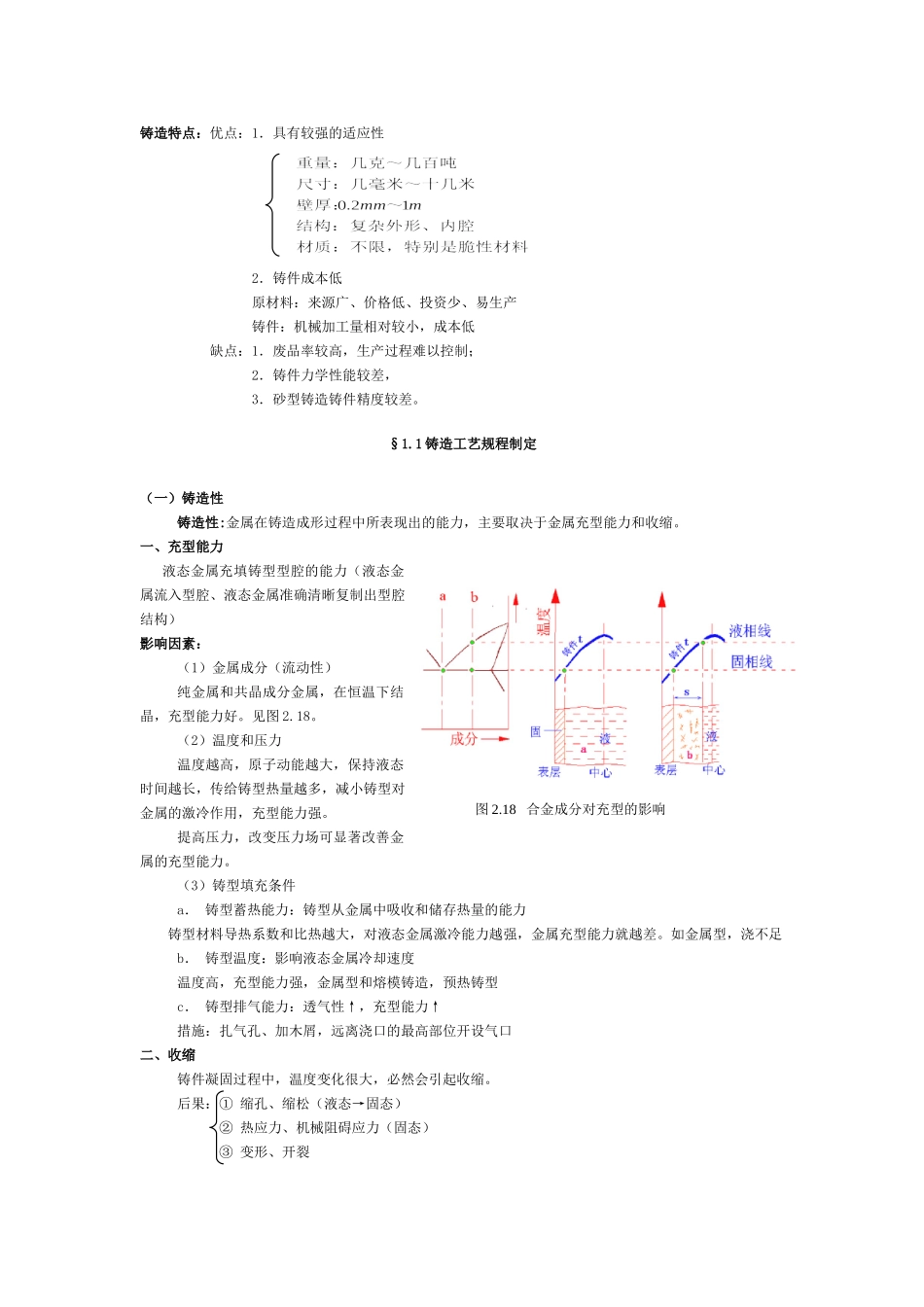
一、充型能力液态金属充填铸型型腔的能力(液态金属流入型腔、液态金属准确清晰复制出型腔结构)影响因素:(1)金属成分(流动性)纯金属和共晶成分金属,在恒温下结晶,充型能力好
(2)温度和压力温度越高,原子动能越大,保持液态时间越长,传给铸型热量越多,减小铸型对金属的激冷作用,充型能力强
提高压力,改变压力场可显著改善金属的充型能力
(3)铸型填充条件a.铸型蓄热能力:铸型从金属中吸收和储存热量的能力铸型材料导热系数和比热越大,对液态金属激冷能力越强,金属充型能力就越差
如金属型,浇不足b.铸型温度:影响液态金属冷却速度温度高,充型能力强,金属型和熔模铸造,预热铸型c.铸型排气能力:透气性↑,充型能力↑措施:扎气孔、加木屑,远离浇口的最高部位开设气口二、收缩铸件凝固过程中,温度变化很大,必然会引起收缩
后果:①缩孔、缩松(液态→固态)②热应力、机械阻碍应力(固态)③变形、开裂图2
18合金成分对充型的影响预防措施:①控制凝固方式,有效补缩——顺序凝固,易产生缩孔处加冒口②加冷铁,改变局部凝固速度
(二)铸造工艺规程制定工艺规程包括:铸造方法、绘制铸件工艺图、选择工艺参数等
其核心内容:绘制铸件工艺图(在零件图上用各种各种工艺符号表示出铸造工艺方案的图形)
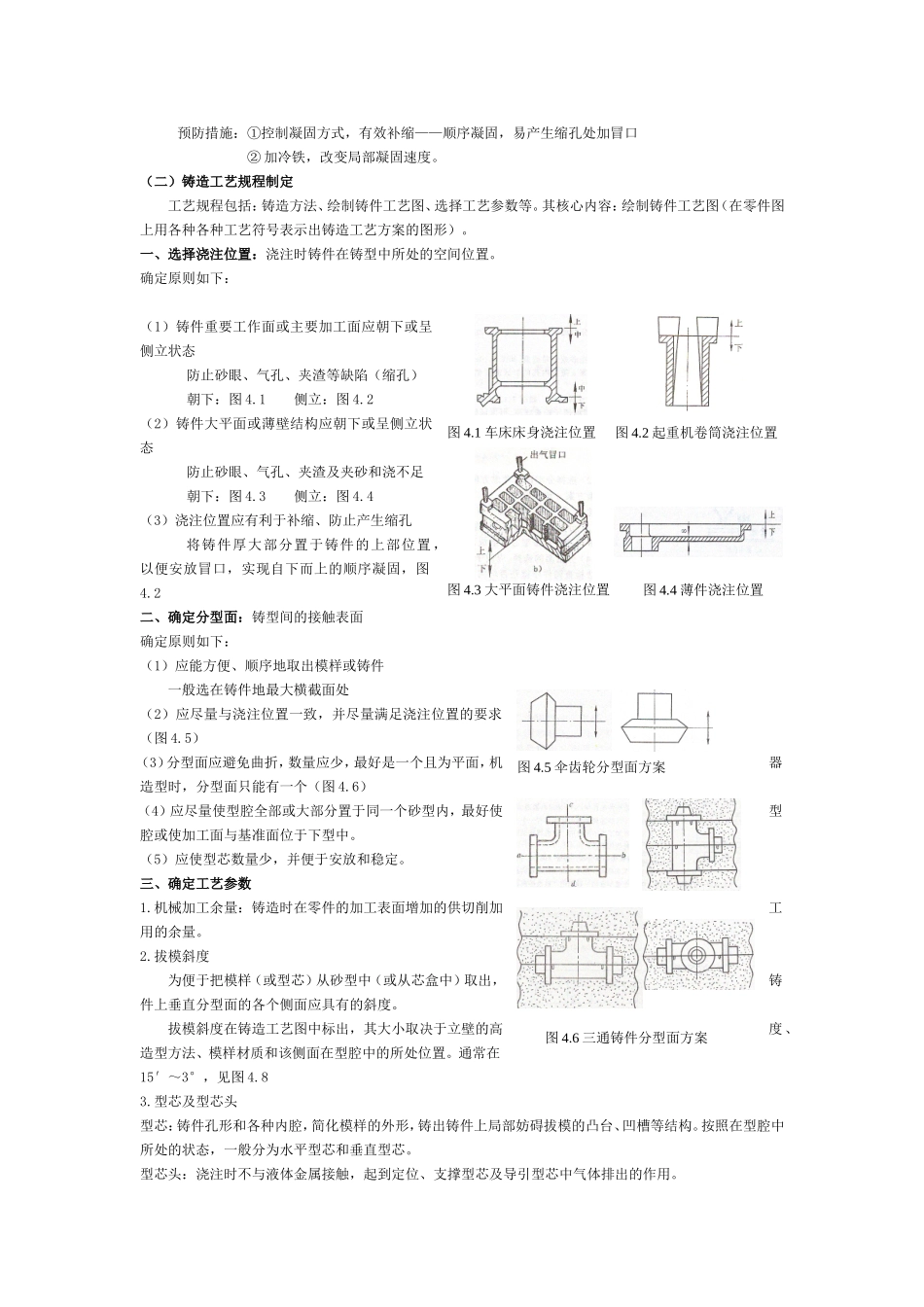
一、选择浇注位置:浇注时铸件在铸型中所处的空间位置
确定原则如下:(1)铸件重要工作面或主要加工面应朝下或呈侧立状态防止砂