押出眼模设计指南 第一章
押出用的眼模是电线电缆的最后定型的重要环节
模具设计的好坏将直接影响电线电缆产品的质量----形状, 外观等
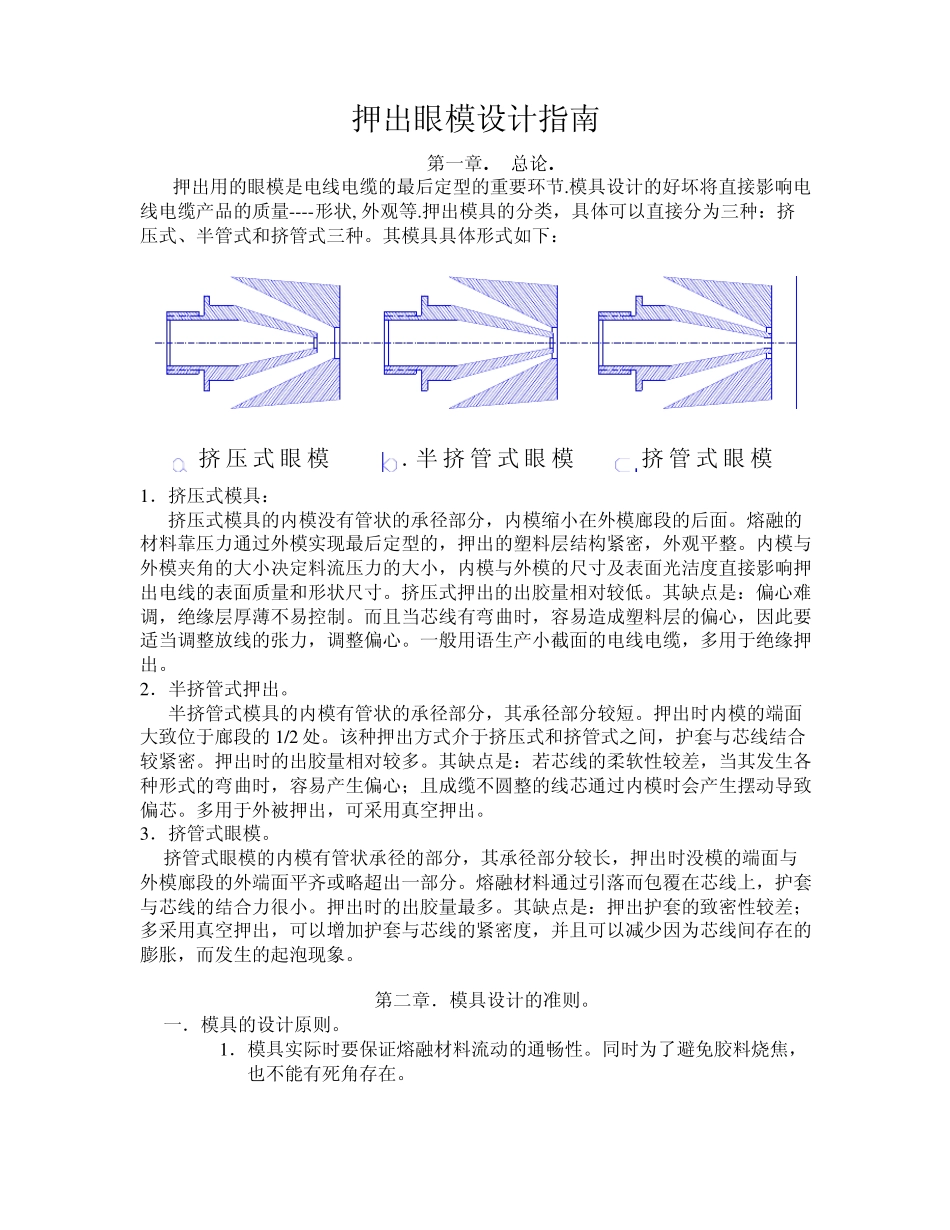
押出模具的分类,具体可以直接分为三种:挤压式、半管式和挤管式三种
其模具具体形式如下: 1 .挤压式模具: 挤压式模具的内模没有管状的承径部分,内模缩小在外模廊段的后面
熔融的材料靠压力通过外模实现最后定型的,押出的塑料层结构紧密,外观平整
内模与外模夹角的大小决定料流压力的大小,内模与外模的尺寸及表面光洁度直接影响押出电线的表面质量和形状尺寸
挤压式押出的出胶量相对较低
其缺点是:偏心难调,绝缘层厚薄不易控制
而且当芯线有弯曲时,容易造成塑料层的偏心,因此要适当调整放线的张力,调整偏心
一般用语生产小截面的电线电缆,多用于绝缘押出
2 .半挤管式押出
半挤管式模具的内模有管状的承径部分,其承径部分较短
押出时内模的端面大致位于廊段的1 /2 处
该种押出方式介于挤压式和挤管式之间,护套与芯线结合较紧密
押出时的出胶量相对较多
其缺点是:若芯线的柔软性较差,当其发生各种形式的弯曲时,容易产生偏心;且成缆不圆整的线芯通过内模时会产生摆动导致偏芯
多用于外被押出,可采用真空押出
3 .挤管式眼模
挤管式眼模的内模有管状承径的部分,其承径部分较长,押出时没模的端面与外模廊段的外端面平齐或略超出一部分
熔融材料通过引落而包覆在芯线上,护套与芯线的结合力很小
押出时的出胶量最多
其缺点是:押出护套的致密性较差;多采用真空押出,可以增加护套与芯线的紧密度,并且可以减少因为芯线间存在的膨胀,而发生的起泡现象
第二章.模具设计的准则
一.模具的设计原则
1 .模具实际时要保证熔融材料流动的通畅性
同时为了避免胶料烧焦,也不能有死角存在
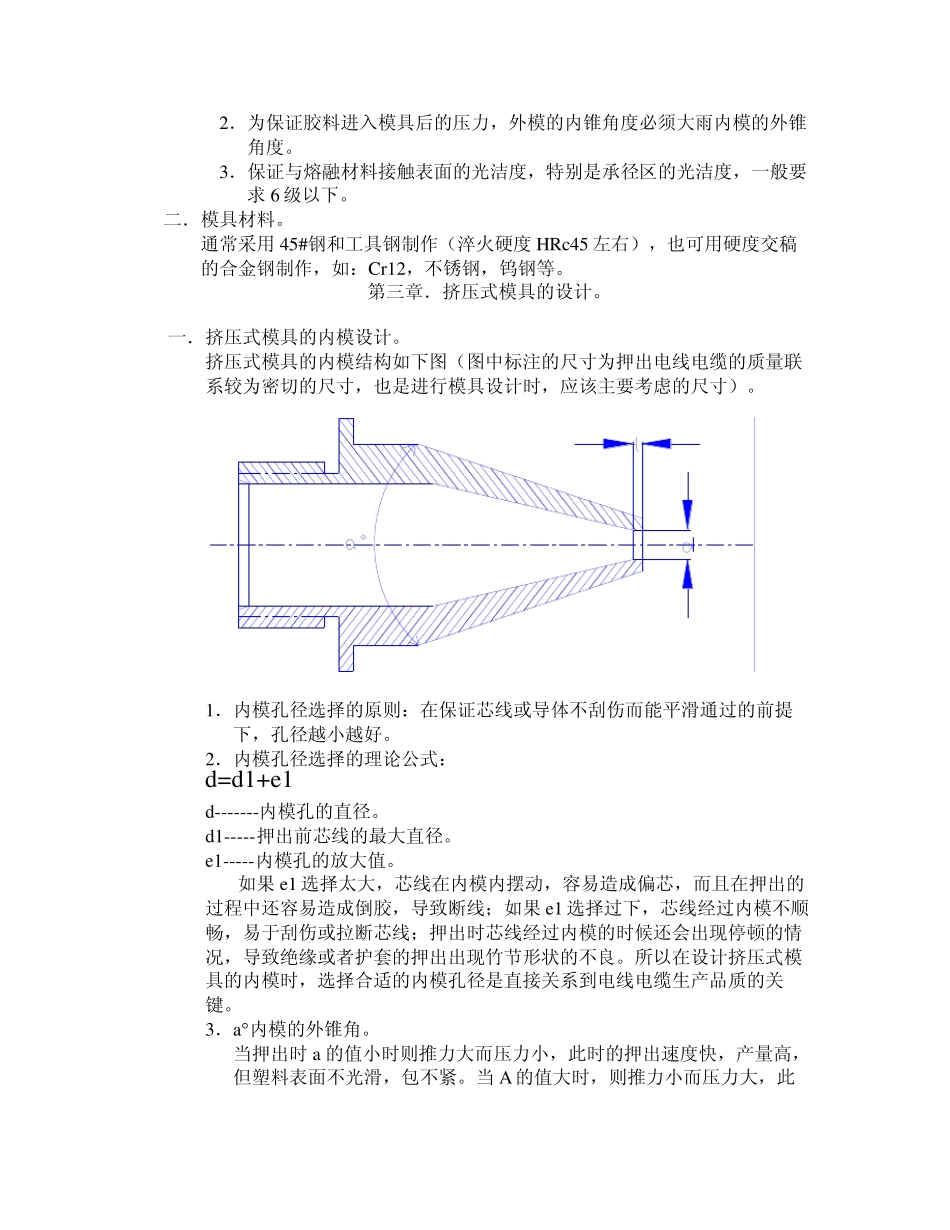
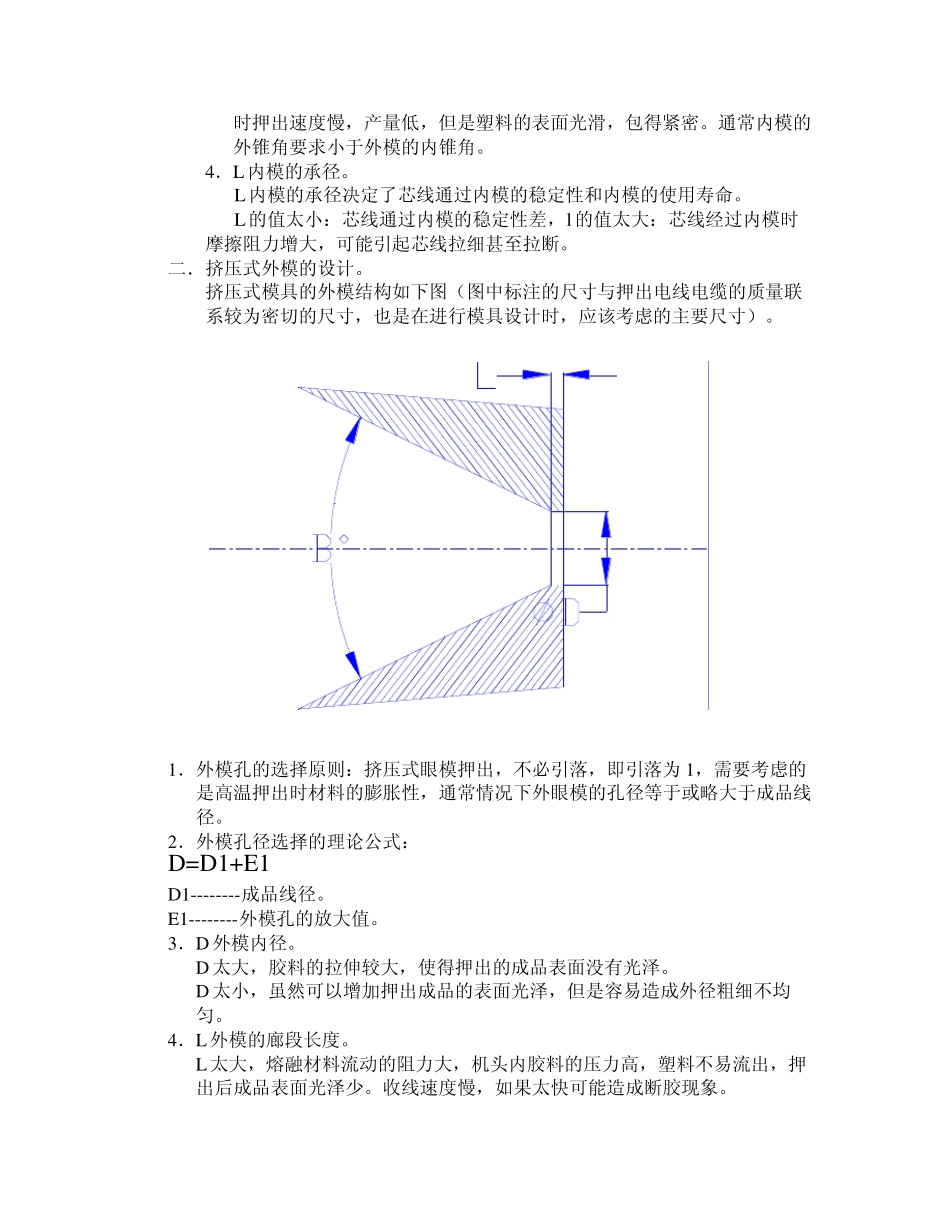
半 挤管 式眼模挤管 式眼模2.为保证胶料进入模具后的压力,外模的内锥角度必须大雨