1 拉深件坯料形状和尺寸是以冲件形状和尺寸为基础,按体积不变原则和相似原则确定
体积不变原则,即对于不变薄拉深,假设变形前后料厚不变,拉深前坯料表面积与拉深后冲件表面积近似相等,得到坯料尺寸;相似原则,即利用拉深前坯料的形状与冲件断面形状相似,得到坯料形状
当冲件的断面是圆形、正方形、长方形或椭圆形时,其坯料形状应与冲件的断面形状相似,但坯料的周边必须是光滑的曲线连接
对于形状复杂的拉深件,利用相似原则仅能初步确定坯料形状,必须通过多次试压,反复修改,才能最终确定出坯料形状,因此,拉深件的模具设计一般是先设计拉深模,坯料形状尺寸确定后再设计冲裁模
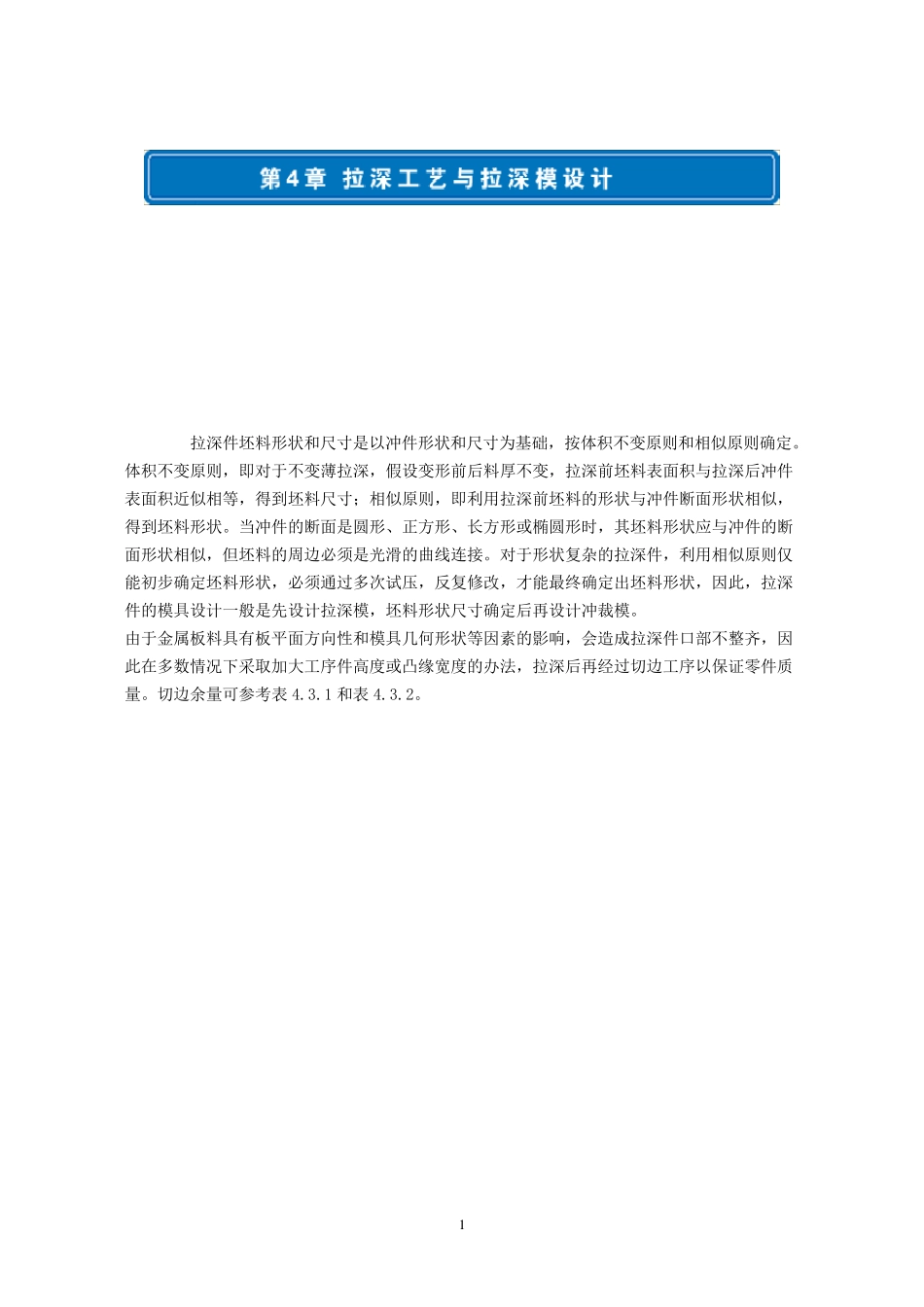
由于金属板料具有板平面方向性和模具几何形状等因素的影响,会造成拉深件口部不整齐,因此在多数情况下采取加大工序件高度或凸缘宽度的办法,拉深后再经过切边工序以保证零件质量
切边余量可参考表4
2 当零件的相对高度H/d很小,并且高度尺寸要求不高时,也可以不用切边工序
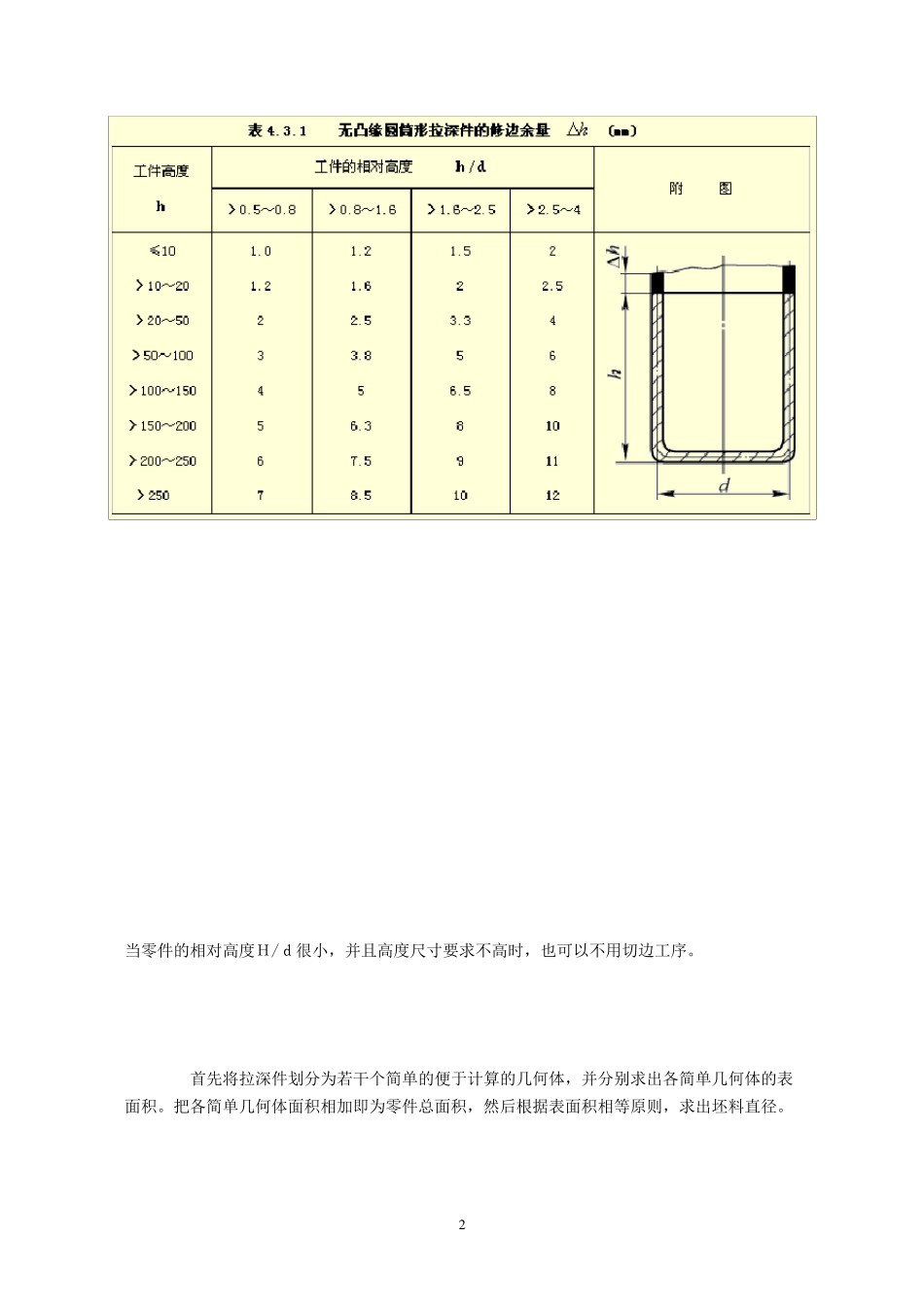
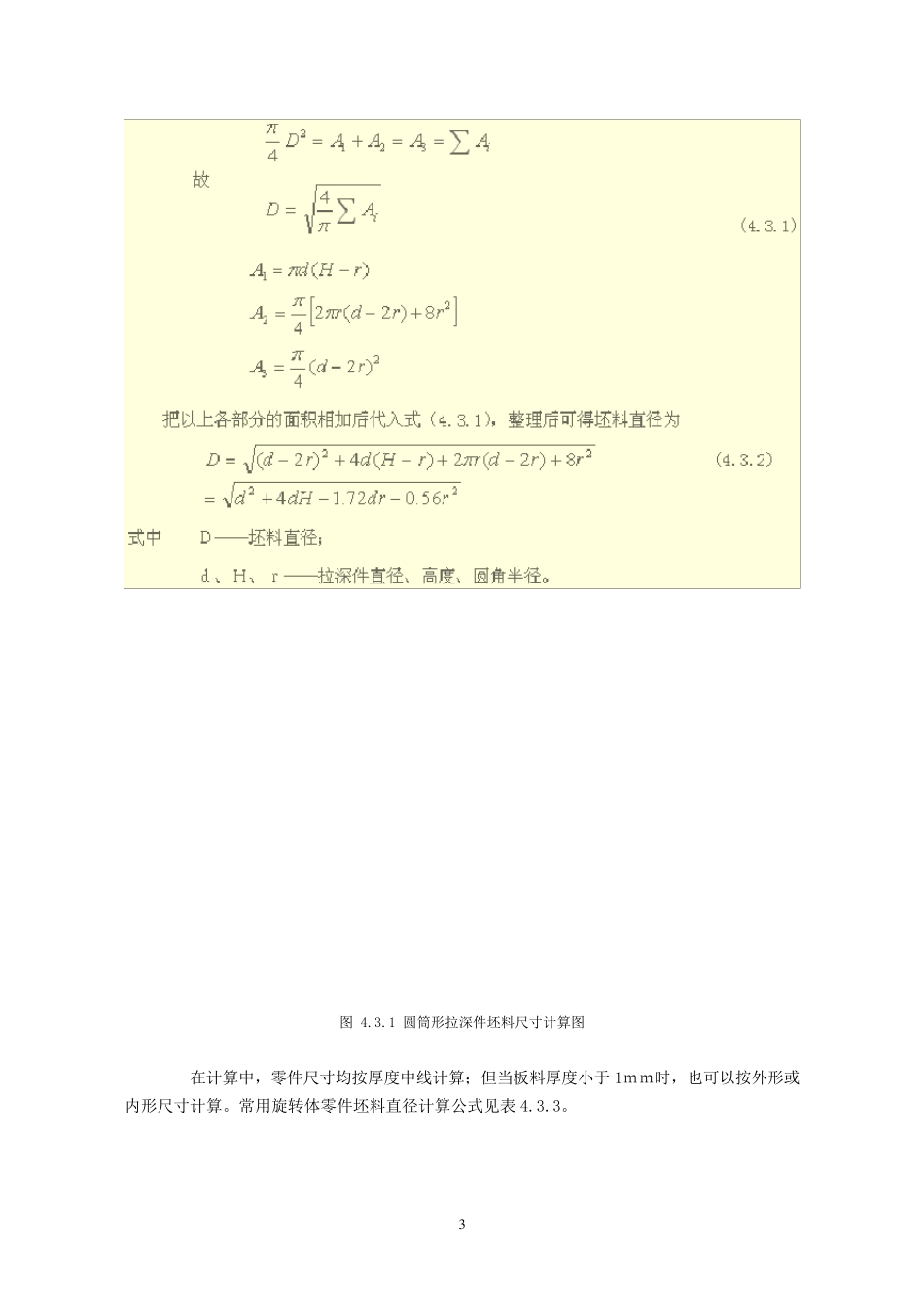
首先将拉深件划分为若干个简单的便于计算的几何体,并分别求出各简单几何体的表面积
把各简单几何体面积相加即为零件总面积,然后根据表面积相等原则,求出坯料直径
1 圆筒形拉深件坯料尺寸计算图 在计算中,零件尺寸均按厚度中线计算;但当板料厚度小于1mm时,也可以按外形或内形尺寸计算
常用旋转体零件坯料直径计算公式见表 4
4 5 该类拉深零件的坯料尺寸,可用久里金法则求出其表面积,即任何形状的母线绕轴旋转一周所得到的旋转体面积,等于该母线的长度与其重心绕该轴线旋转所得周长的乘积
2 所示,旋转体表面积为 A
2 旋转体表面积计算图 6 1.拉深系数的定义 7 图4
1 圆筒形件的多次拉深 在制定拉深工艺时,如拉深系数取得过小,就会使拉深件起皱、断裂或严重变薄超差
因此拉深系数减小有一个客观的