连续驱动摩擦焊基本原理 1. 焊接过程 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热
此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制
当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束
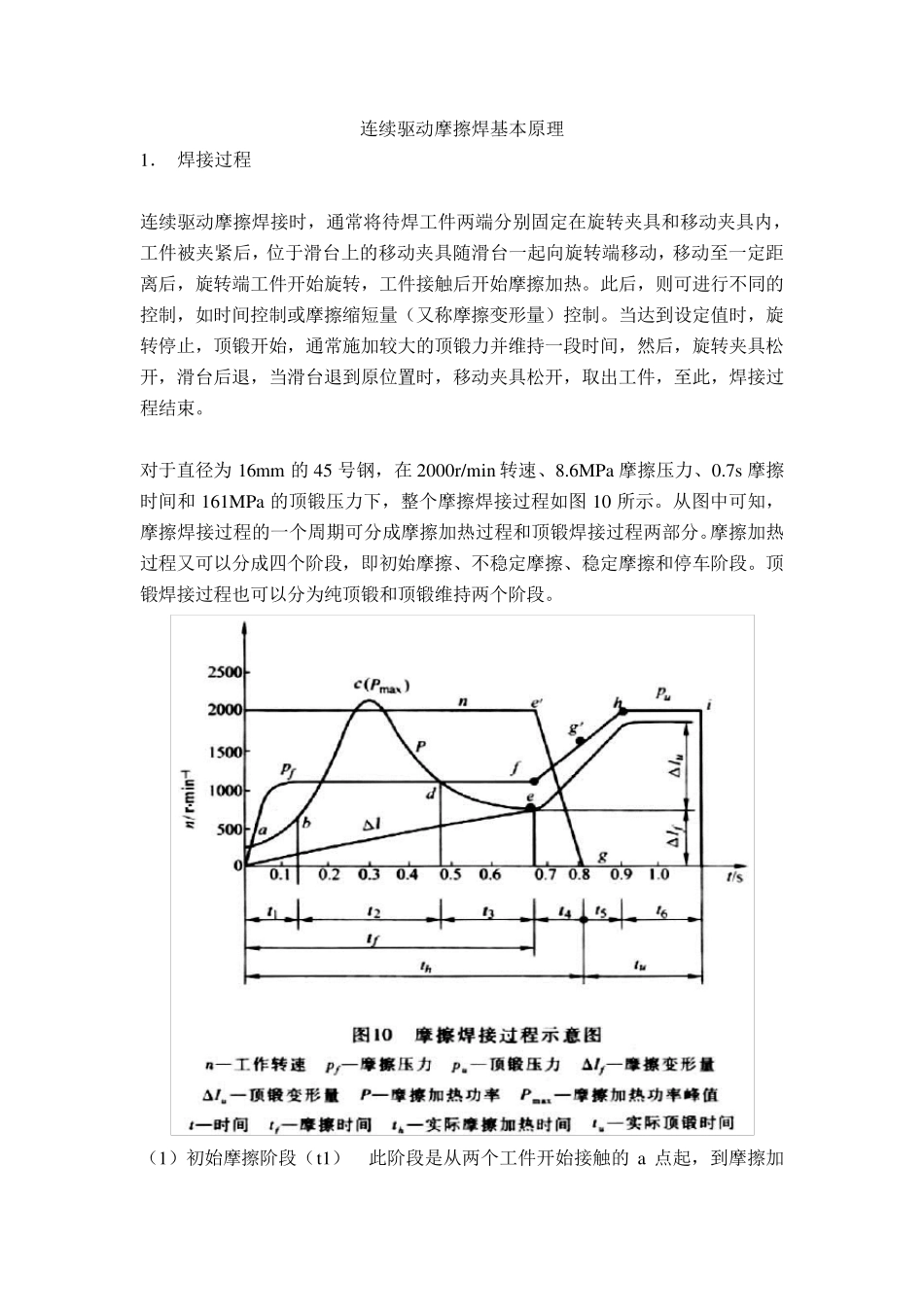
对于直径为16mm 的45 号钢,在2000r/min 转速、8
6MPa 摩擦压力、0
7s 摩擦时间和161MPa 的顶锻压力下,整个摩擦焊接过程如图 10 所示
从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分
摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段
顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段
(1)初始摩擦阶段(t1) 此阶段是从两个工件开始接触的a 点起,到摩擦加热功率显著增大的 b 点止
摩擦开始时,由于工件待焊接表面不平,以及存在氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大
随着摩擦压力的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表面温度将升到 200~300℃左右
在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高 的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象
塑性变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材也沿摩擦方向产生塑性变形
金属互相压入部分的挖掘,使摩擦界面出现同心圆痕迹,这样又增大了塑性变形
因摩擦表面不平,接触不连续,以及温度升高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金属氧化
但由于 t1 时间很知,摩擦表面的塑性变