精品文档---下载后可任意编辑电泳涂装的水洗工艺上海宣伟金力泰涂料股份有限公司 王浩,孙博1 前言电泳涂装线有很多水洗工艺,也是大量使用水、消耗水的工艺过程
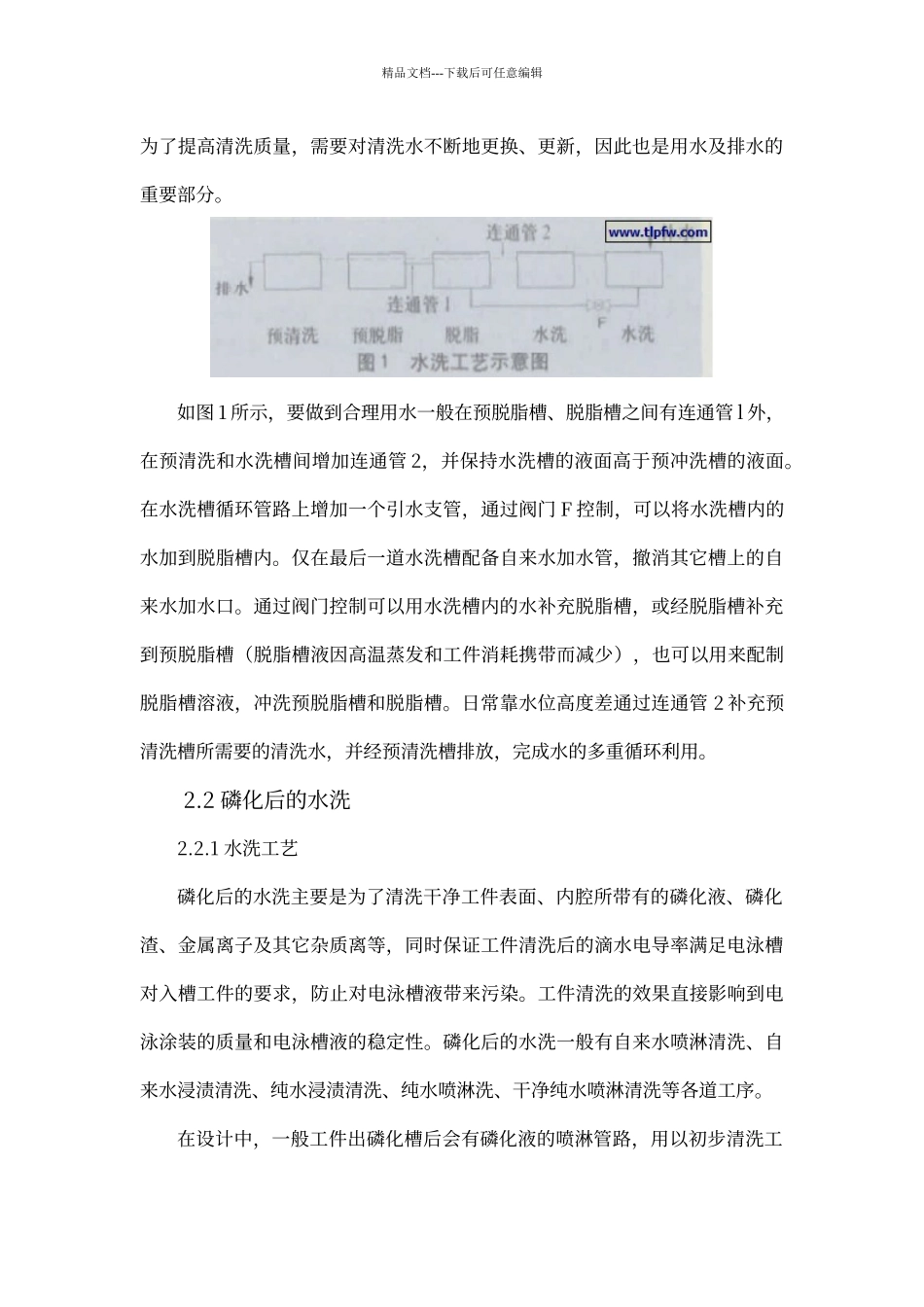
随着我国大范围内水资源的短缺和建设节约型社会的需要,以及环保、污水排放等法规日益受到重视,污水处理费用也日渐上升,电泳涂装线如何合理制定水洗工艺,在保证工件清洗质量的前提下合理使用水,最大程度地降低水的消耗和污水排放,提高水的利用率,是一个越来越受到重视的问题
2 电泳涂装的水洗电泳涂装线常规的工艺设计为:预清洗(喷淋)→预脱脂→脱脂→水洗(喷淋)→水洗(浸渍)→表调→磷化→水洗(喷淋)→水洗(浸渍)→循环纯水洗(喷淋)→纯水洗(浸渍)→干净纯水喷淋→电泳→0 次喷淋→循环超滤水洗 1→循环超滤水洗 2→循环超滤水洗 3→干净超滤液清洗(喷淋)→纯水洗→干净纯水喷淋
在电泳涂装中,主要的水洗工艺为脱脂前后、磷化后、电泳后的各道水(超滤液)洗
在实际涂装线上,由于工件形状、要求或设备投资因素各不相同,各水洗工艺的水洗工序个数、工作方式可能有所不同,有喷淋、浸渍,或喷浸结合
1 脱脂前、后的水洗2
1 工艺说明预清洗工序一般采纳大流量的喷淋方式,也称“洪流清洗(flood)”
预清洗槽用来冲洗复喷的工件、新脱除涂层后的挂具(为了保证良好的导电性)、久置的落满灰尘毛絮的工件等,同时除去工件上所带的焊渣、颗粒等,以降低精品文档---下载后可任意编辑脱脂槽的污染程度,减轻后续工序的过滤负荷及过滤袋的更换频次,并防止喷淋管道喷嘴的结垢堵塞
预冲洗槽的水位保持极低,能维持水的循环即可,因悬挂不牢固冲落的工件可以及时从预冲洗槽中拣出
此工序在以前的电泳涂装线设计中一般没有,但是近几年涂装水平进展的需求,已越来越多地在新建涂装线中设置
从实际使用情况看,对电泳涂装质量的提高、设备的管理等均带来较多的好处
在有的汽车涂装线上,甚至