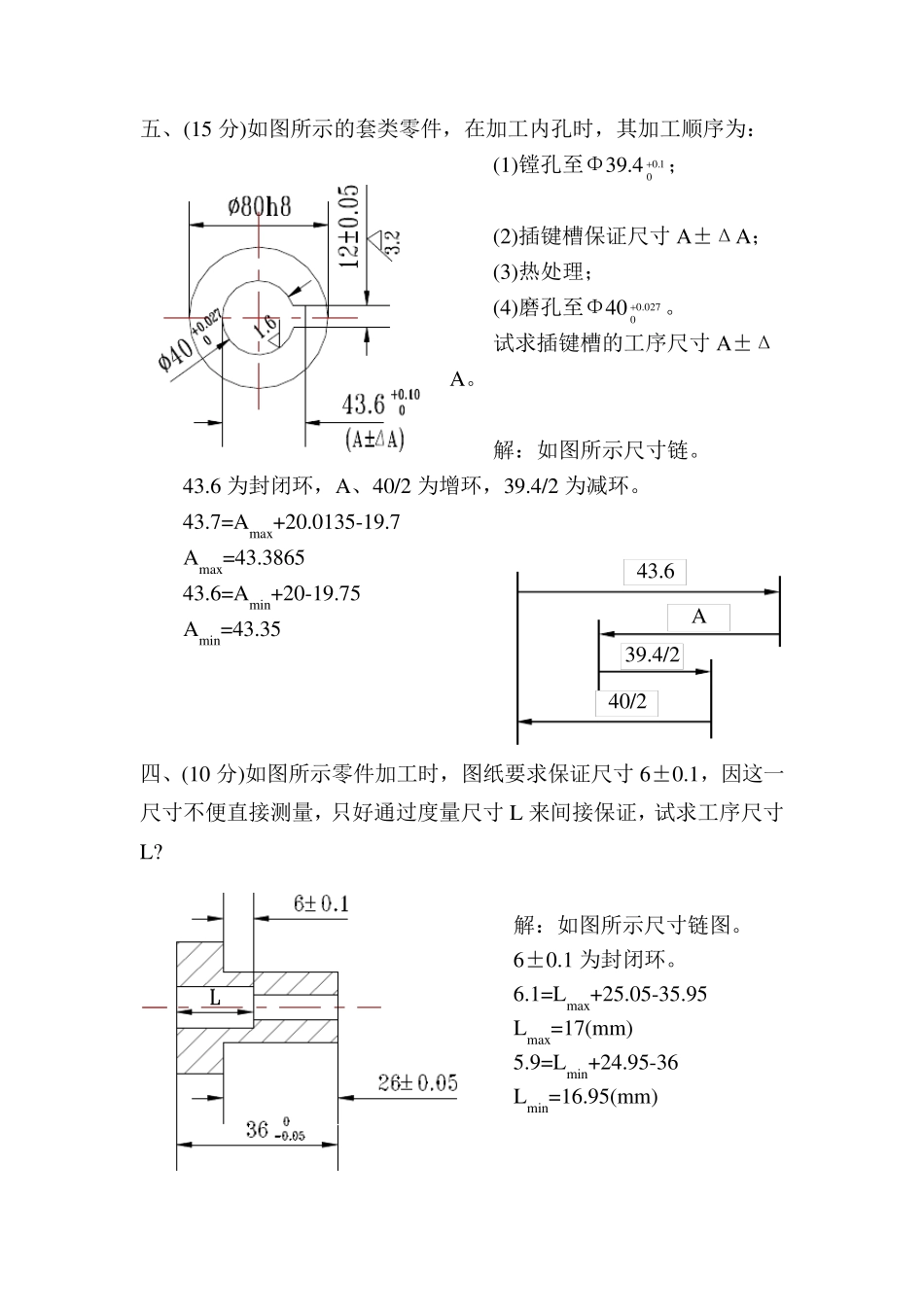
五、(15 分)如图所示的套类零件,在加工内孔时,其加工顺序为: (1)镗孔至Φ39
4 00 1
; (2)插键槽保证尺寸A±ΔA; (3)热处理; (4)磨孔至Φ40 00 027
试求插键槽的工序尺寸A±ΔA
解:如图所示尺寸链
6 为封闭环,A、40/2 为增环,39
4/2 为减环
7=Amax+20
0135-19
7 Amax=43
3865 43
6=Amin+20-19
75 Amin=43
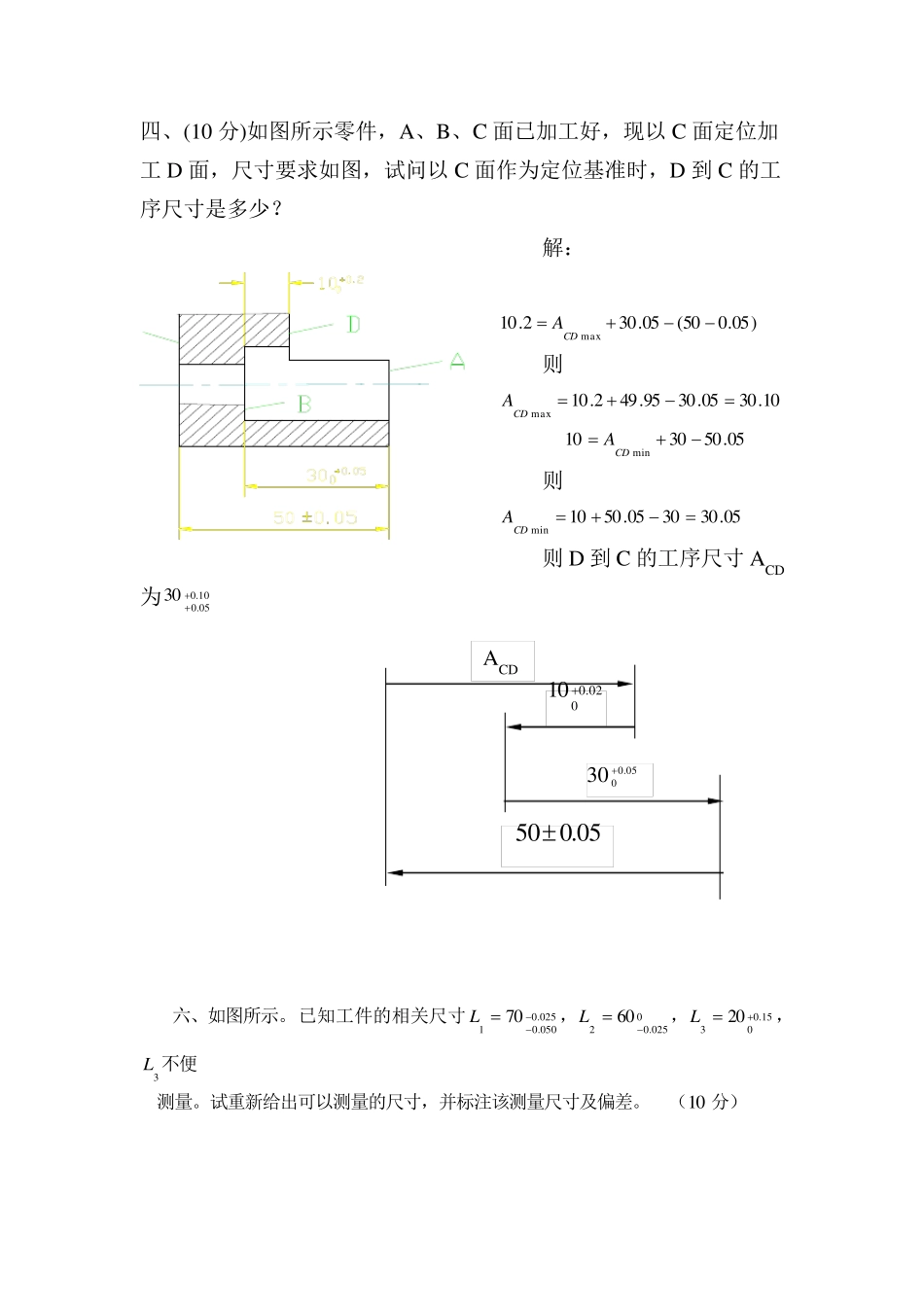
35 四、(10 分)如图所示零件加工时,图纸要求保证尺寸6±0
1,因这一尺寸不便直接测量,只好通过度量尺寸L 来间接保证,试求工序尺寸L
解:如图所示尺寸链图
1 为封闭环
1=Lmax+25
95 Lmax=17(mm) 5
9=Lmin+24
95-36 Lmin=16
95(mm) 43
6 A 39
4/2 40/2 四、(10 分)如图所示零件,A、B、C 面已加工好,现以 C 面定位加工 D 面,尺寸要求如图,试问以 C 面作为定位基准时,D 到 C 的工序尺寸是多少
解: )05
050(05
10maxCDA 则10
10maxCDA 05
503010minCDA 则05
303005
5010minCDA 则 D 到 C 的工序尺寸 ACD为10
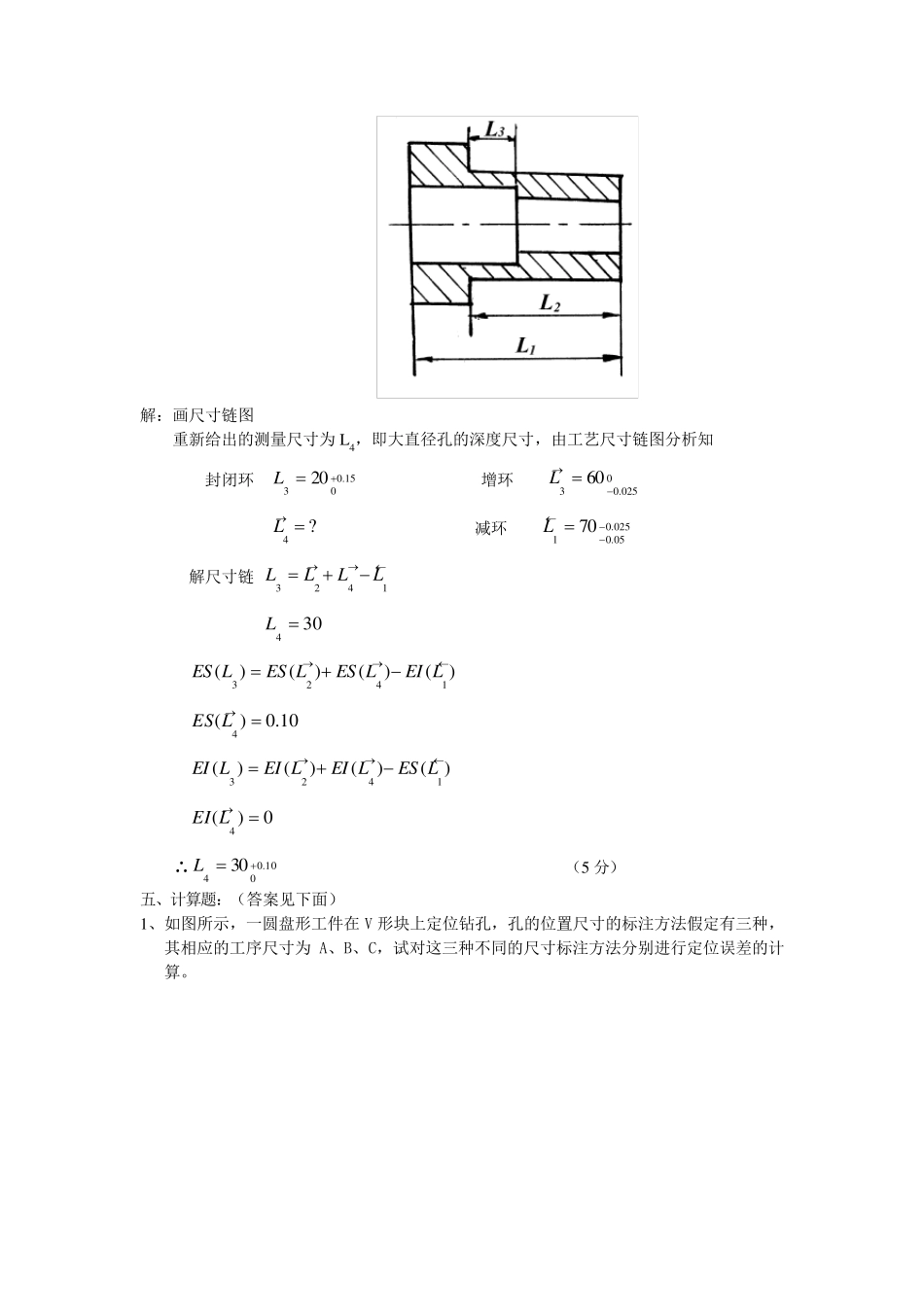
030 六、如图所示
已知工件的相关尺寸025
0170 L,0025
0260L,15
00320 L,3L 不便 测量
试重新给出可以测量的尺寸,并标注该测量尺寸及偏差
(10 分) ACD 02
0010 05
050 3005
00 解:画尺寸链图 重新给出的测量尺寸为L 4,即大直径孔的深度尺寸,由工艺尺寸链图分析知