机械加工通用技术条件 _GP05-2004 1
1 本条件适应于本公司生产的机床、模具及其他机械加工产品
2 产品加工应符合图样及有关技术文件的规定,图样及有关技术文件未注明的按本技术要求的有关规定执行
外协件的一般要求 2
1 外协零件毛坯须经检验合格后方可投于加工,在加工过程中如发现有经修补后可以使用的沙眼、缩松、裂纹等缺陷件,应报设计部门或工艺品保部同意后再处理
零件热处理后不再进行加工的表面应清理干净,表面处理后的加工件光泽应均匀一致
加工表面的一般要求 3
加工后的零件表面不应有退火、烧伤、裂纹现象 3
零件加工表面不应有碰、磕、拉伤,锈蚀和变形等降低零件使用性能与寿命的缺陷,其外露部分不得有影响外观的上述缺陷
搬运、存放时,须防止加工件的损伤和变形
除有特殊要求外零件的毛刺应除净,锐边、尖角应倒钝
两加工面间过度圆角或倒角的粗糙度,按其中较低的执行
两加工面间的根部,未要求清根的,其圆角半径均不大于0
6 零件的配合表面上,除图样及技术文件有规定外,不得刻、打印 1 记或作其它不易清除的标记
7 图样上未注明锪平深度的,其深度尺寸不作检查,以锪平为限
8 图样上未注明粗糙度的倒角、退刀槽其粗糙度一律不作检查
未注公差尺寸的公差 4
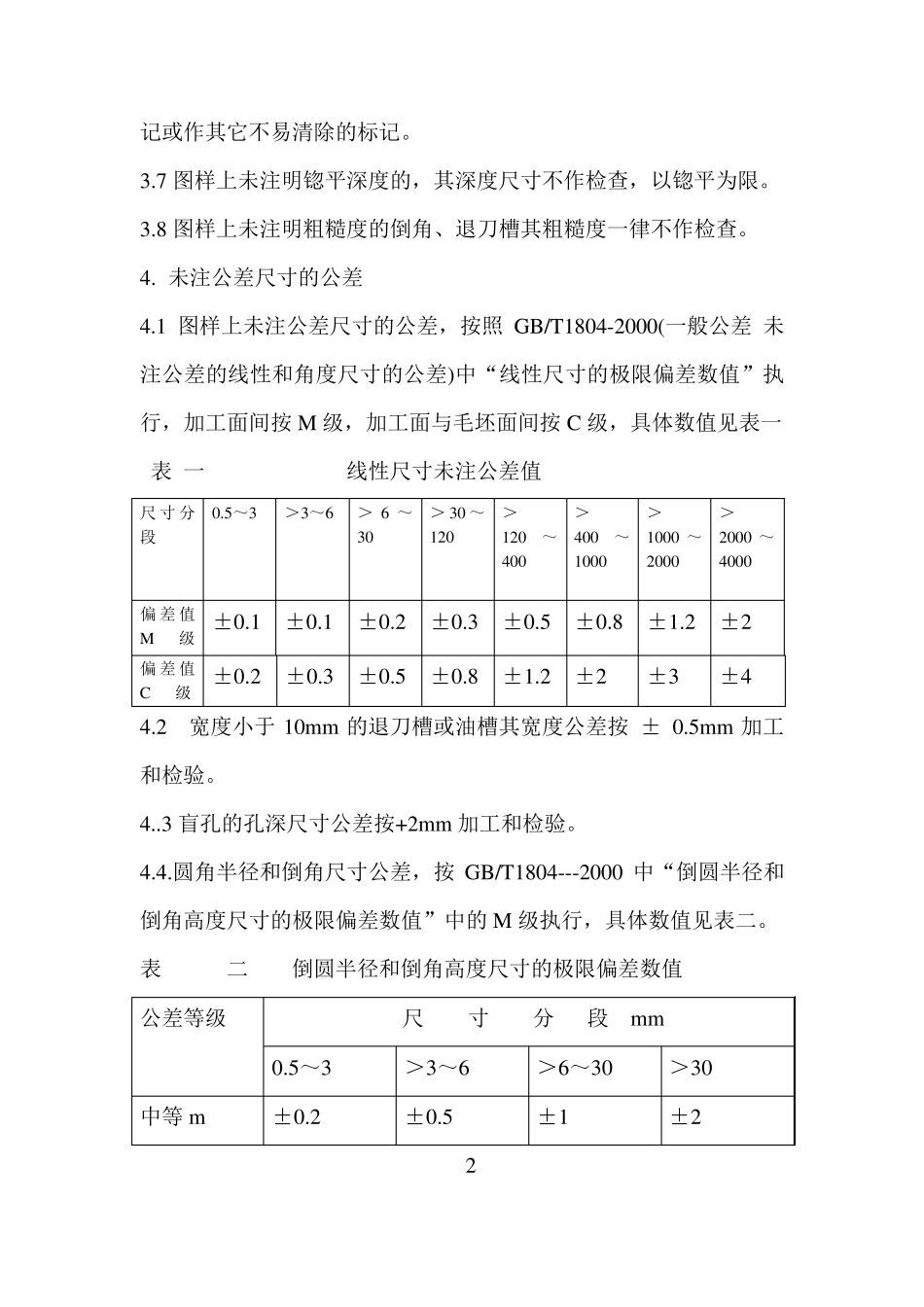
1 图样上未注公差尺寸的公差,按照GB/T1804-2000(一般公差 未注公差的线性和角度尺寸的公差)中“线性尺寸的极限偏差数值”执行,加工面间按M 级,加工面与毛坯面间按C 级,具体数值见表一 表 一 线性尺寸未注公差值 尺寸分段 0
5~3 >3~6 >6 ~30 >30 ~120 >120~400 >400~1000 >1000 ~2000 >2000 ~4000 偏差值M 级 ±0