板料下料工艺守则 1 板料下料工艺守则 Q /CD J3401-2009 1 适用范围 本守则适用于我公司生产的各种开关柜、屏、箱的钢板的下料,同时也适用于其它产品的板类材料的下料
2 使用设备和工具 2
1 剪板机 2
2 钢板尺 2
3 钢卷尺 2
4 直角尺 2
5 活搬手 3 工艺准备 3
1 熟悉图纸和下料清单,查对生产任务单、工艺文件是否与其相符
如有不符应找有关部门核对后方可工作
2 查对材料规格、型号及技术要求,规格型号不符或质量低劣的材料不得使用
3 准备好所用的工量具
4 检查靠尺的垂直度和定位装置
4 工艺过程 4
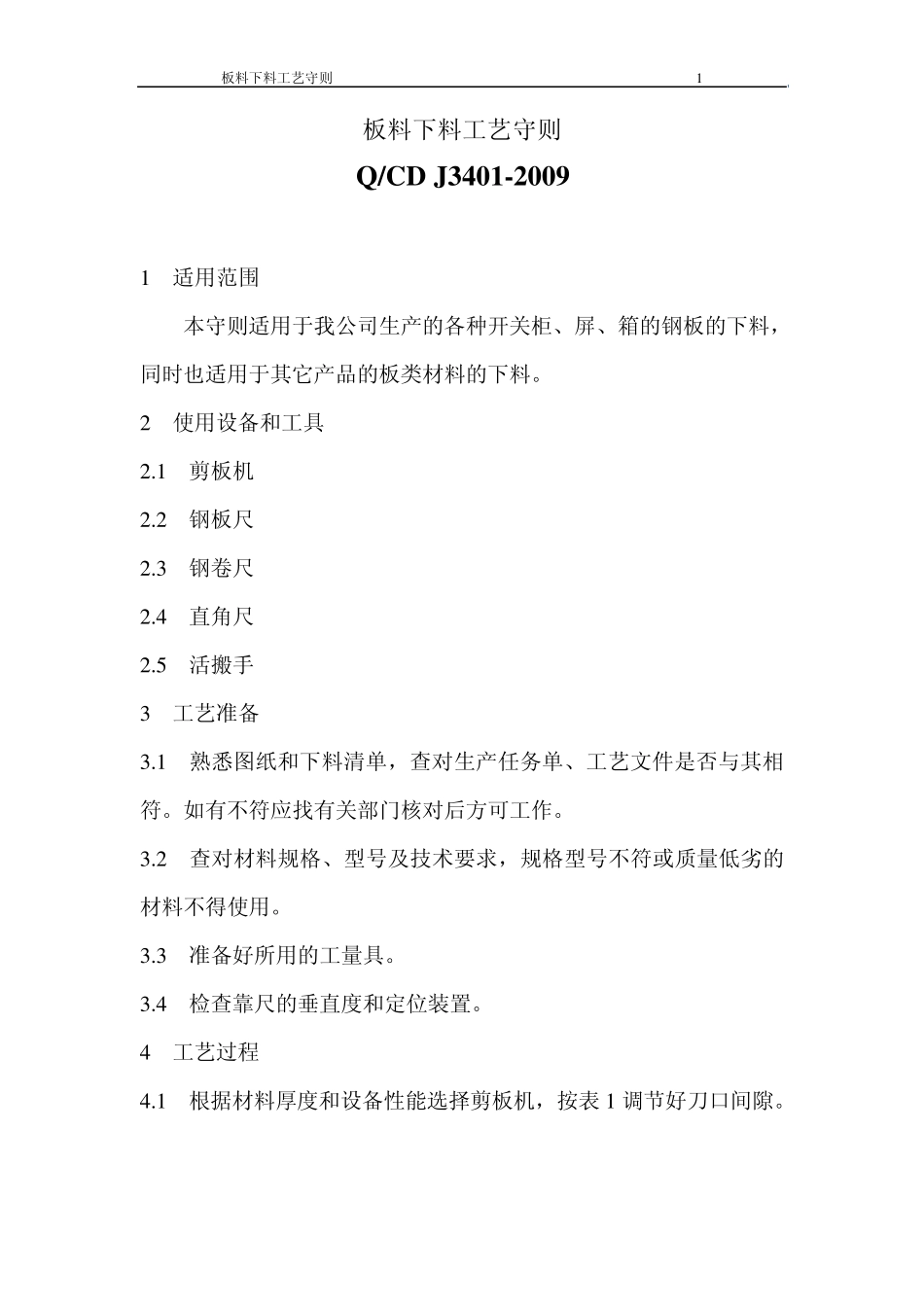
1 根据材料厚度和设备性能选择剪板机,按表 1 调节好刀口间隙
板料下料工艺守则 2 表1 剪板机刀片调整间隙(㎜) 材 料 厚 度 刀 片 间 隙 0
5 ~3 0
1 5 ~0
2 3 ~6 0
2 根据下料尺寸调整好定位
3 启动设备
因启动负荷较大,可点动,直至机器转动稳定后再工作
4 用边角料试剪进行测量,符合尺寸要求后再剪正式工件
首剪件自检后交专检首检,合格后方可批量生产
首剪件必须有明显标记
成批料加工时,应经常抽检,防止定位移动造成成批报废
5 剪料顺序 先将不太整齐的一边剪去一刀(落料尺寸不超过1 5㎜),然后根据几何形状剪切加工
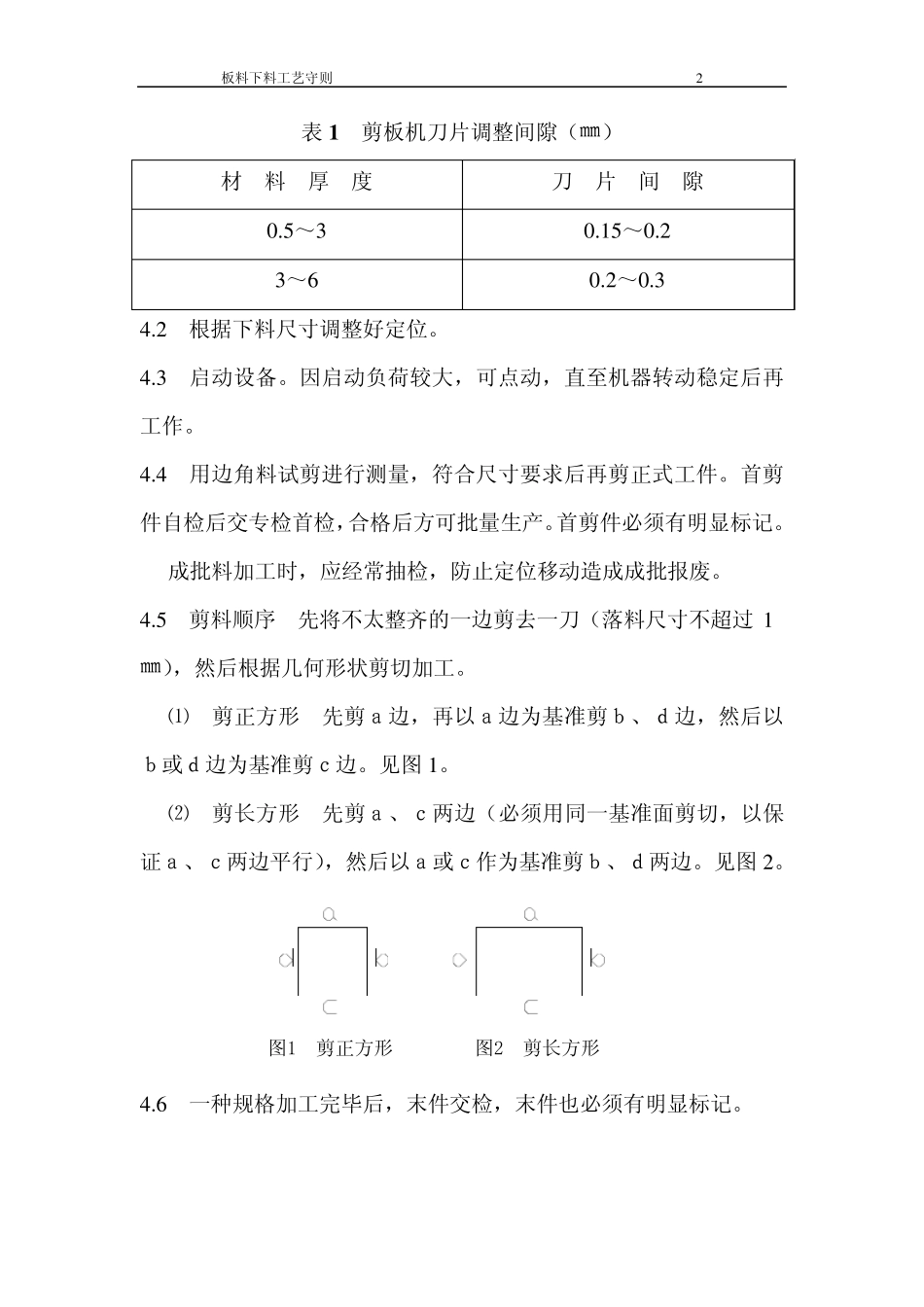
⑴ 剪正方形 先剪a边,再以a边为基准剪b、d边,然后以b或d边为基准剪c边
⑵ 剪长方形 先剪a、c两边(必须用同一基准面剪切,以保证a、c两边平行),然后以a或c作为基准剪b、d两边
6 一种规格加工完毕后,末件交检,末件也必须有明显标记
图1 剪正方形图2 剪长方形板料下料工艺守则 3 5 工艺要求 5
1 各种零件的材料必须严格按工艺要求(或图纸要