适用范围 1
1 本守则适用于我厂生产高低压配电装置,电器产品所用板材零部件的折弯工序
2 本守则在文件中引用时标记为YHK3-07-032 工艺守则
1 材料应符合图纸要求
2 应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定
设备及工艺装备 a
折弯机、上下折弯模具; b
活扳手、毛刷、手锤、油壶,划针; d
游标卡尺、钢板尺、卷尺、角度尺等
工艺装备 4
1 按任务充分熟悉图纸和工艺要求的零件几何形状、折弯尺寸,复算其展开尺寸正确与否
2 根据图纸选用合适模具
3 检查折弯机状况并进行卫生清理及保养 4
4 工件加工完后应对折弯机及模具进行卫生清理 5 工艺操作过程 5
1 为了保护上下模的精度不受损伤,钢板和模具表面要保证清洁无铁渣、泥沙、污垢,弯板机工作台面严禁放置工具和其他材料,以防设备事故
2 操作过程钢板放置时应注意各边互相垂直,弯好的零件应按不同规格整齐摆放,折弯零件在工序转移时要轻拿轻放,不得磕碰、交迭、挤压、以防变形
3 对焊接钢板,焊缝部分需折弯时,为保证精度需要将弯模刀口接触的焊缝处戳平锉平或避开,以免损伤弯模刀口,V 行凹模
6 工艺规范 6
1 折弯守则的几点说明: 6
1 本折弯守则根据现有折弯机凸凹模的几何形状而定
2 不同弯边圆角采用不同 R 的凸模弯制,不同的材料厚度则需调换不同深度(即不同宽度)的凹模弯制
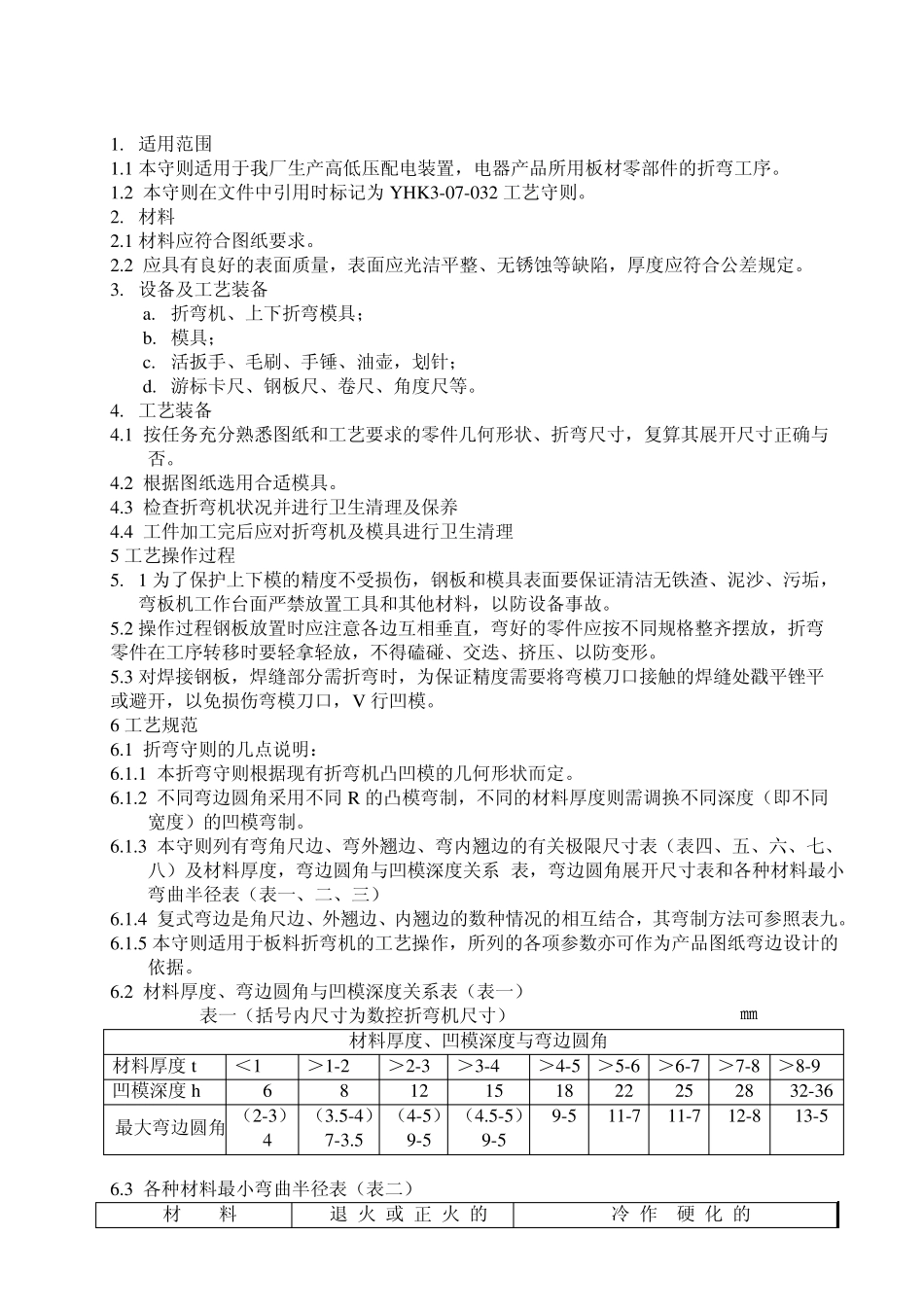
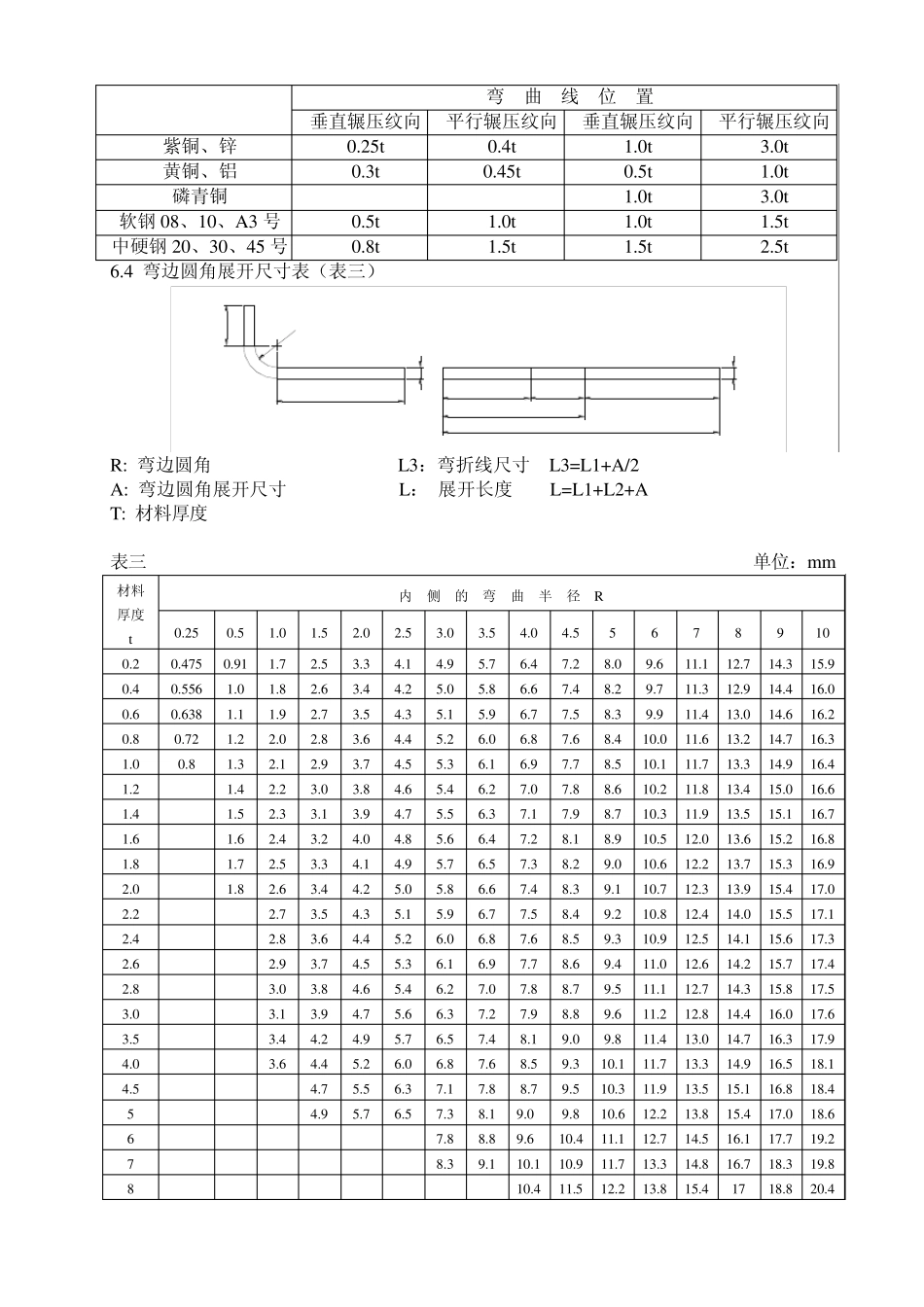
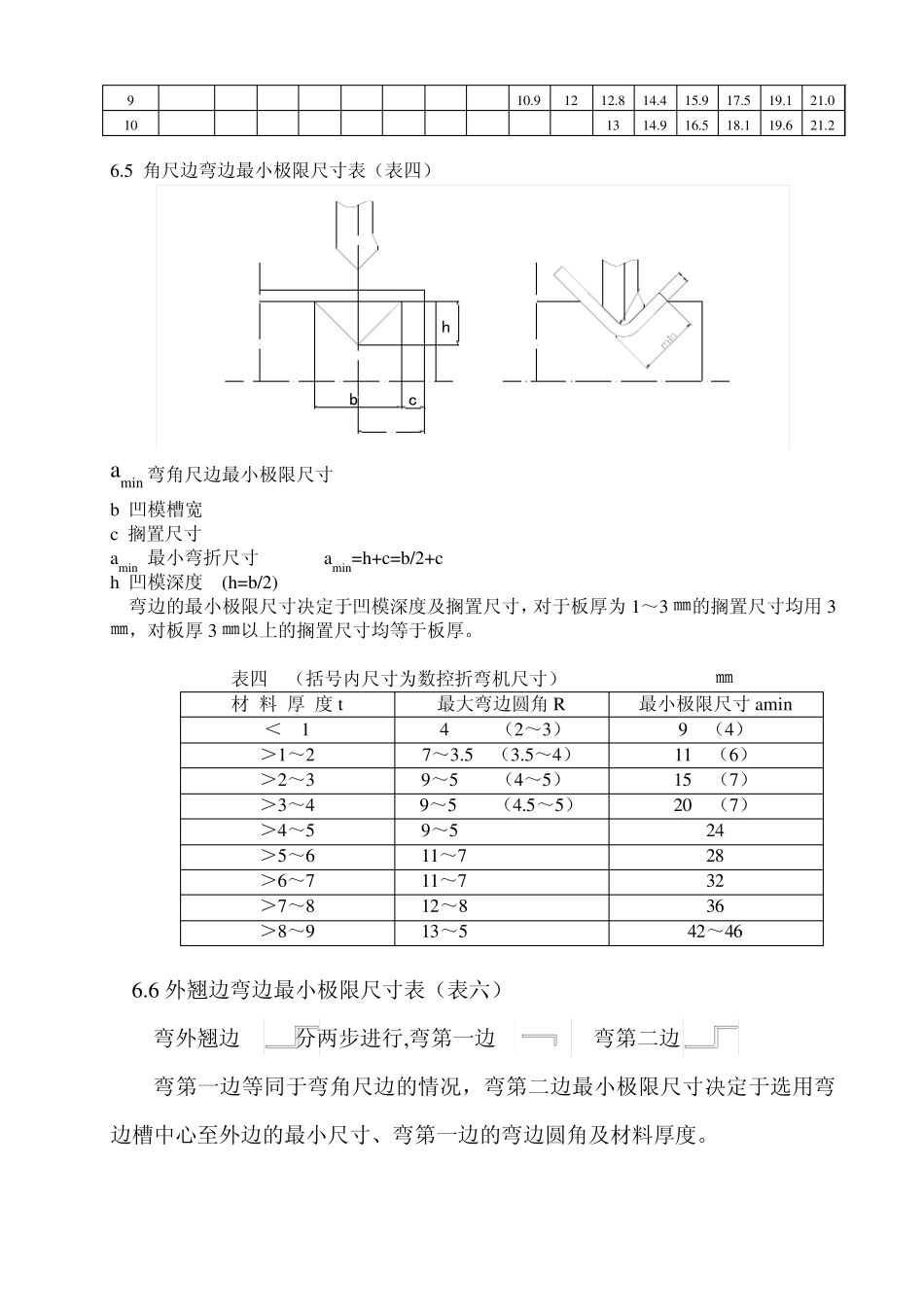
3 本守则列有弯角尺边、弯外翘边、弯内翘边的有关极限尺寸表(表四、五、六、七、八)及材料厚度,弯边圆角与凹模深度关系 表,弯边圆角展开尺寸表和各种材料最小弯曲半径表(表一、二、三) 6
4 复式弯边是角尺边、外翘边、内翘边的数种情况的相互结合,其弯制方法可参照表九