常州维卡塑业有限公司模具加工工序质量标准规范第 1 页,共 7 页文 件 编 号版 本序号抽 样 方 法自 检专 检1全 检√全 检√ √全 检√√抽 检√ √抽 检√ √抽 检√ √全 检√ √全 检√ √全 检√ √全 检√ √全 检√ √全 检√ √审 核 ;批 准 ;日 期 ;常 州 维 卡 塑 业 有 限 公 司文 件 名 称模 具 加 工 工 序 质 量 标 准 规 范一 、 目 的 适 用 于 本 公 司 及 外 协 单 位 所 加 工 型 腔 ( 芯 ) 固 定 板
三 、 检 验 用 具见 “ 型 腔 ( 芯 ) 固 定 板 技 术 及 检 验 标 准 ” ( 以 下 简 称 “ 技 术 要 求 及 标 准 ” )四 、 抽 样 方 法 为 了 保 证 模 具 制 造 质 量 , 实 现 模 具 加 工 工 序 的 标 准 规 范 ,提 高 模 具 品 质 档 次 ,让 所有 客 户 百 分 之 百 满 意 , 特 制 订 本 规 范
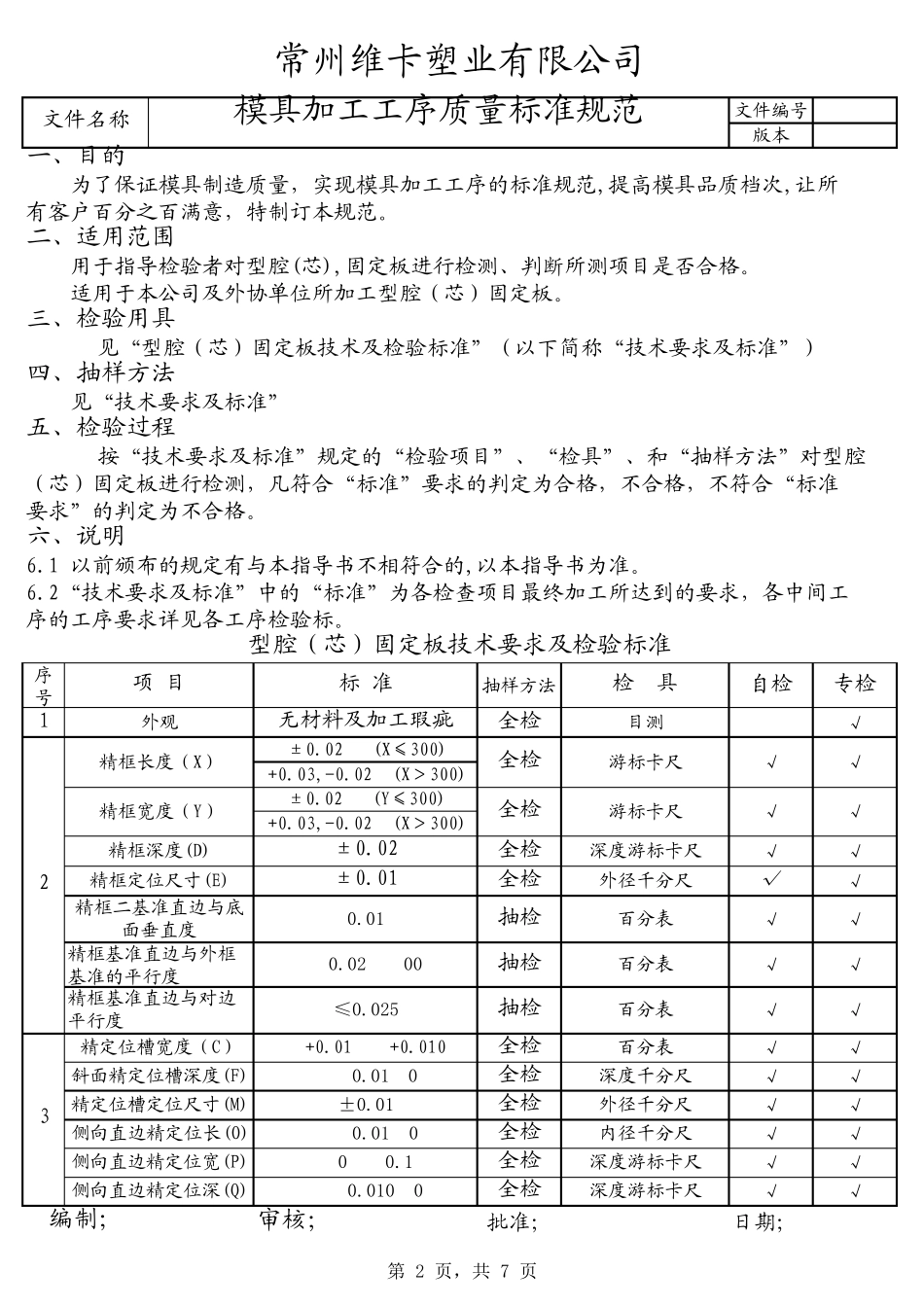
二 、 适 用 范 围 用 于 指 导 检 验 者 对 型 腔 (芯 ),固 定 板 进 行 检 测 、 判 断 所 测 项 目 是 否 合 格
要 求 ” 的 判 定 为 不 合 格
六 、 说 明6
1 以 前 颁 布 的 规 定 有 与 本 指 导 书 不 相符合 的 ,以 本 指 导 书 为 准
2“ 技 术 要 求 及 标 准 ” 中的 “ 标 准 ” 为 各检 查项 目 最终加 工 所 达到的 要 求 , 各中间工 见 “ 技 术 要 求 及 标 准 ”五、 检 验 过程 按“ 技 术 要 求 及 标 准 ” 规 定 的 “ 检 验 项 目 ” 、 “ 检 具 ” 、 和“ 抽 样 方 法 ” 对 型 腔( 芯 ) 固 定 板 进 行 检 测 , 凡符合 “ 标 准 ” 要 求 的 判 定 为 合