镶件设计 定义:镶件是镶嵌在内模钢料或是模板上的单独的用于成型胶位的模具配件称之为镶件
一般除了镶针可以订购标准件外,其余均要按照模具的需要进行定做
目的:在模具设计时,考虑到制件精度、排气冷却、加工工艺、模具强度、加工能力、节省材料、产品换款等因素,往往我们会设计为镶件结构
应用场合: 1
产品 PL 上有止口时,必须做镶件
注意内模Core 为整体镶件时,考虑强度及运水设计,尽量采用盲镶
骨位深度超过 3 倍胶厚时,必须做镶件
骨位根部厚度小于1
0mm 时,必须做镶件
与模腔内胶料流动方向垂直排列的骨位,必须做镶件
产品结构为骨位阵列时,必须做镶件
某处产品结构复杂,难以加工的也要设计为镶件结构
产品上有 6
0mm 以下以及不规则碰穿孔时,必须做镶件
产品上有文字及 Logo 或是版本号时,必须设计为镶件
齿轮类产品前后模模腔都必须做镶件设计
产品更改局部结构达到换款要求时,必须设计为镶件
设计方式: 1
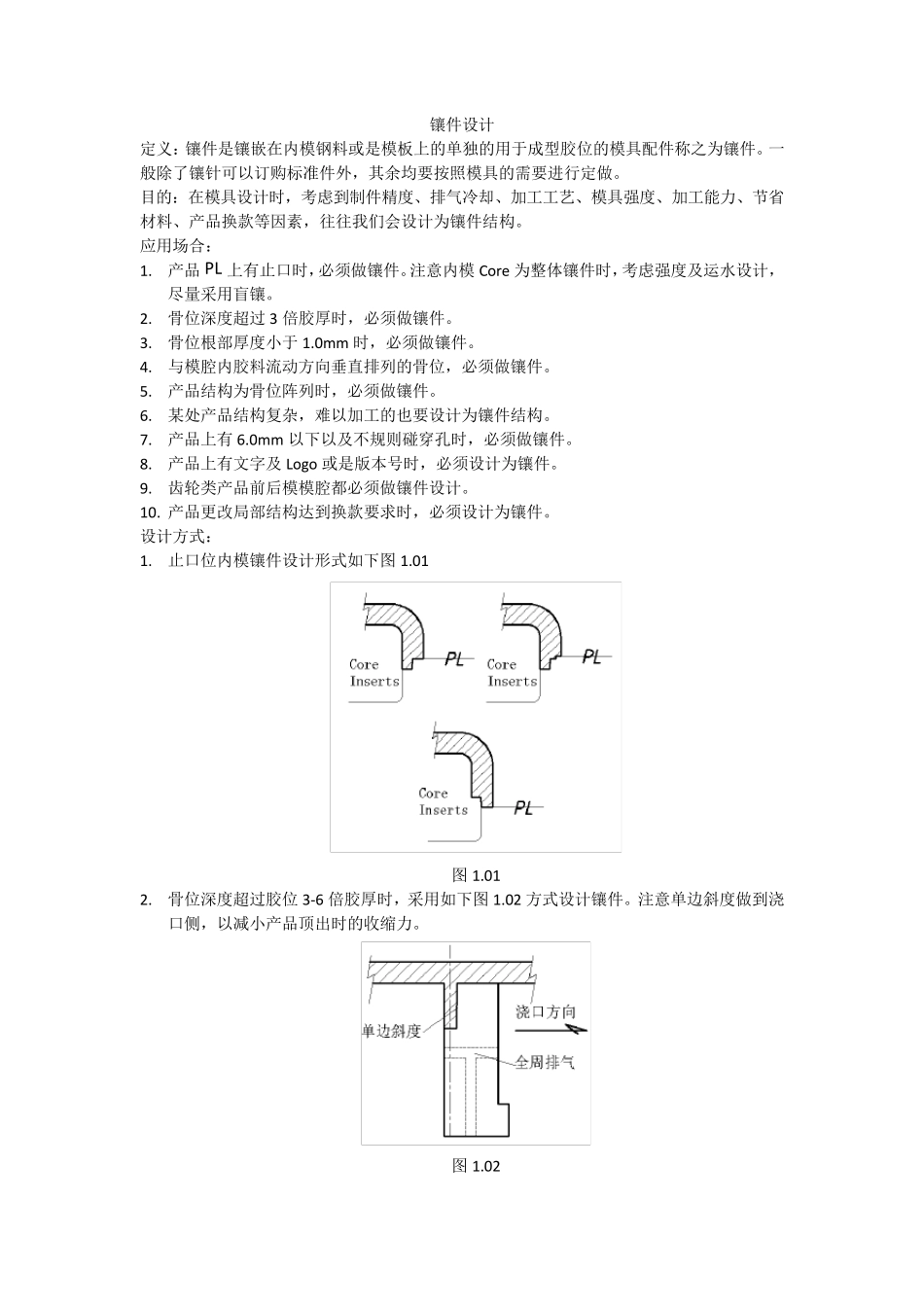
止口位内模镶件设计形式如下图 1
01 图 1
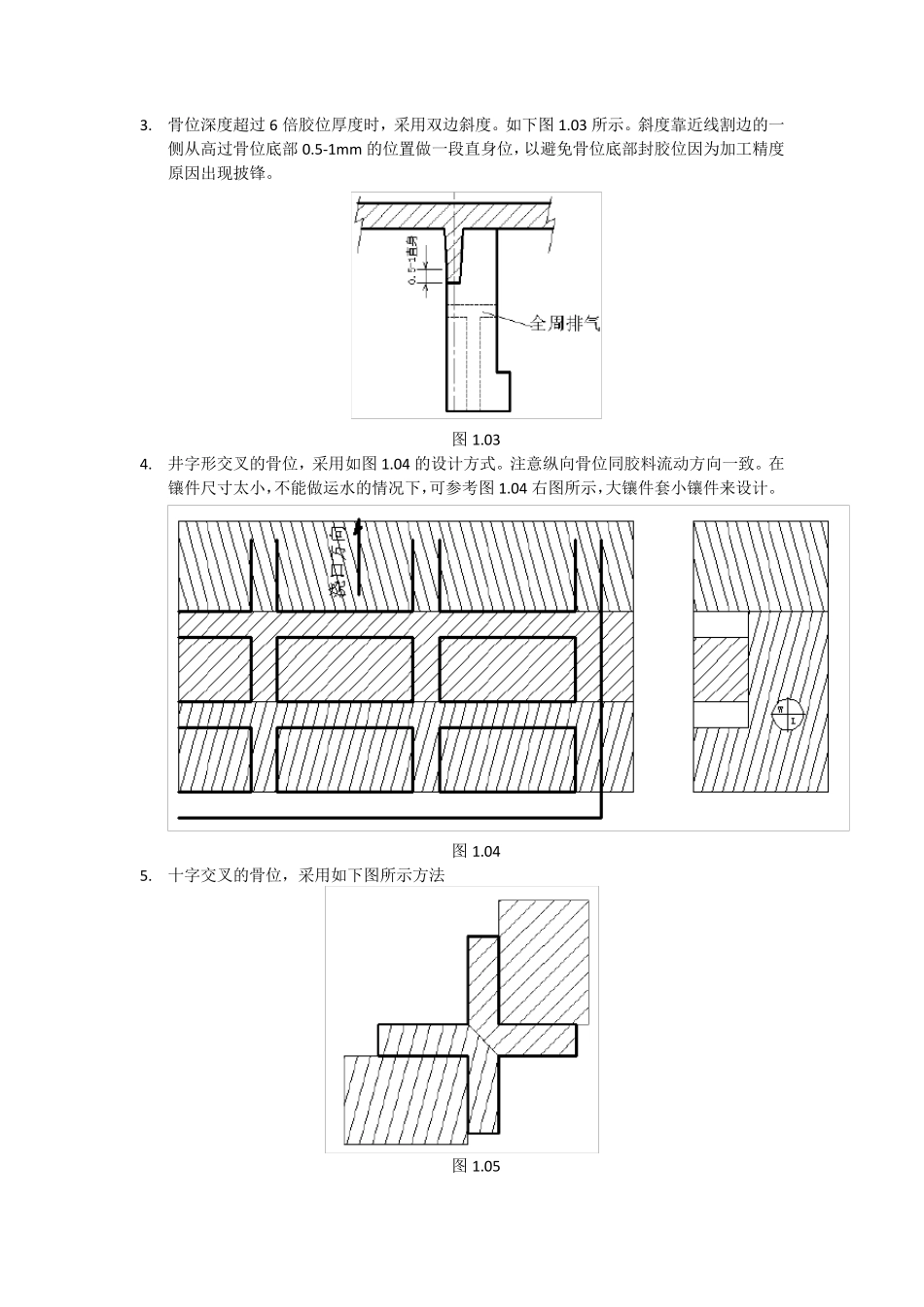
骨位深度超过胶位3-6 倍胶厚时,采用如下图 1
02 方式设计镶件
注意单边斜度做到浇口侧,以减小产品顶出时的收缩力
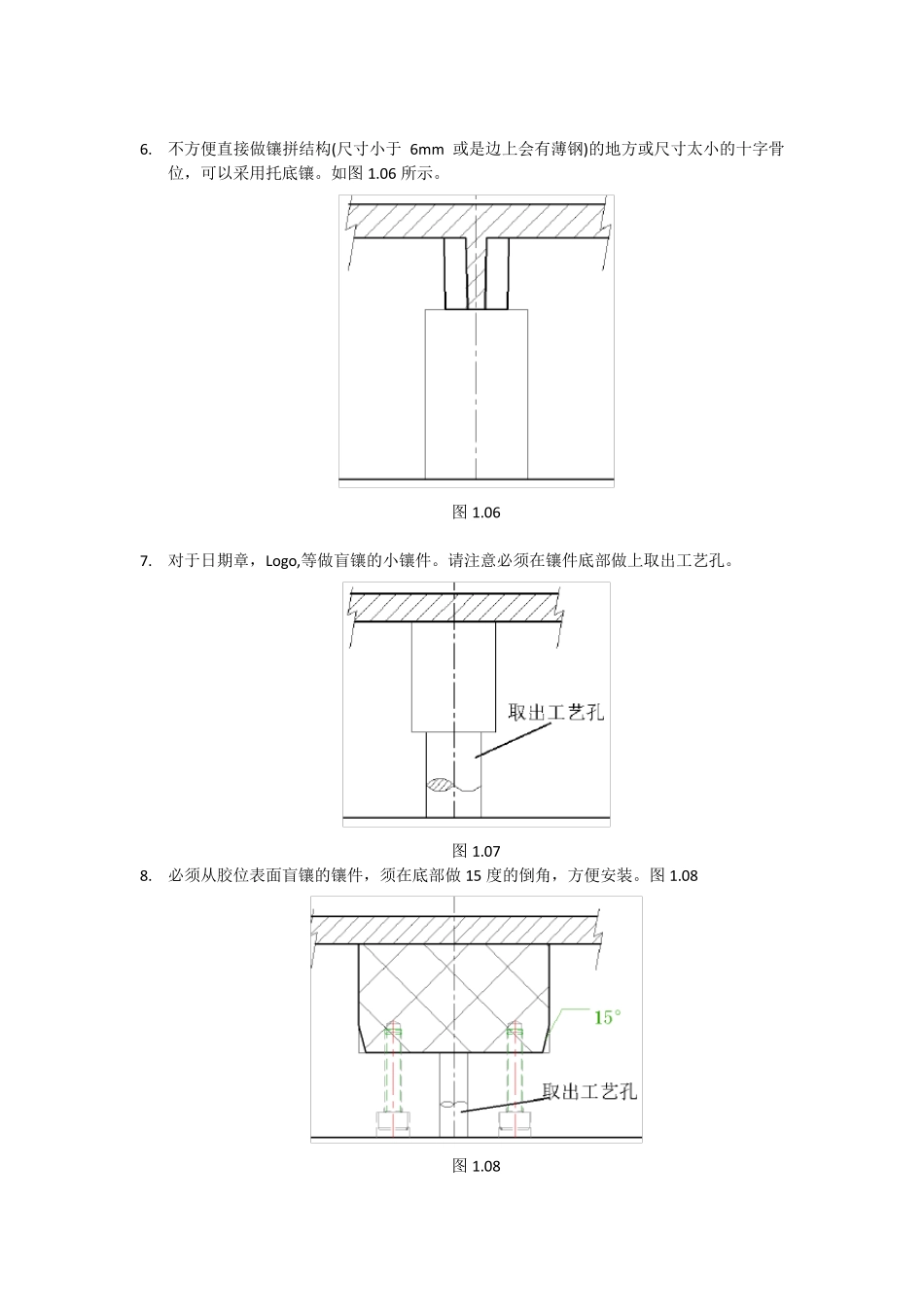
骨位深度超过6 倍胶位厚度时,采用双边斜度
斜度靠近线割边的一侧从高过骨位底部 0
5-1m m 的位置做一段直身位,以避免骨位底部封胶位因为加工精度原因出现披锋
井字形交叉的骨位,采用如图 1
04 的设计方式
注意纵向骨位同胶料流动方向一致
在镶件尺寸太小,不能做运水的情况下,可参考图 1
04 右图所示,大镶件套小镶件来设计
十字交叉的骨位,采用如下图所示方法 图 1
不方便直接做镶拼结构(尺寸小于