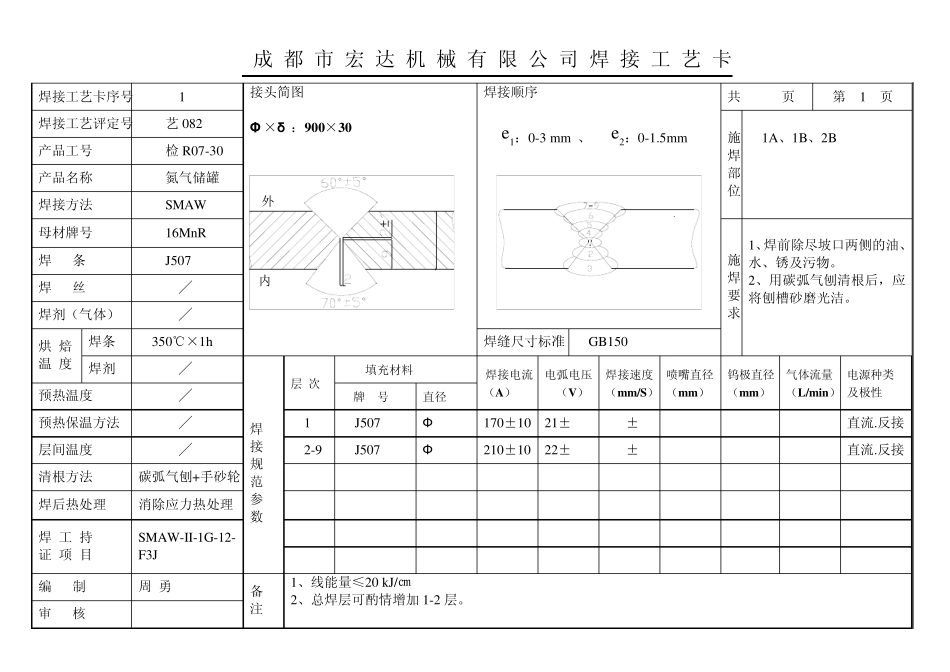
成 都 市 宏 达 机 械 有 限 公 司 焊 接 工 艺 卡 焊接工艺卡序号 1 接头简图 Φ ×δ :900×30 30外内 焊接顺序 e1:0-3 mm 、 e2:0-1
5mm 共 页 第 1 页 焊接工艺评定号 艺082 施 焊 部 位 1A、1B、2B 产品工号 检R07-30 产品名称 氮气储罐 焊接方法 SMAW 母材牌号 16MnR 施 焊 要 求 1、焊前除尽坡口两侧的油、水、锈及污物
2、用碳弧气刨清根后,应将刨槽砂磨光洁
焊 条 J507 焊 丝 ╱ 焊剂(气体) ╱ 烘 焙 温 度 焊条 350℃×1h 焊缝尺寸标准 GB150 焊剂 ╱ 焊 接 规 范 参 数 层 次 填充材料 焊接电流 (A) 电弧电压 (V) 焊接速度 (mm/S) 喷嘴直径 (mm) 钨极直径 (mm) 气体流量 (L/min) 电源种类 及极性 预热温度 ╱ 牌 号 直径 预热保温方法 ╱ 1 J507 Ф 4 170±10 21±2 2
反接 层间温度 ╱ 2-9 J507 Ф 5 210±10 22±2 3
反接 清根方法 碳弧气刨+手砂轮 焊后热处理 消除应力热处理 焊 工 持 证 项 目 SMAW-II-1G-12- F3J 编 制 周 勇 备 注 1、线能量≤20 kJ/㎝ 2、总焊层可酌情增加 1-2 层
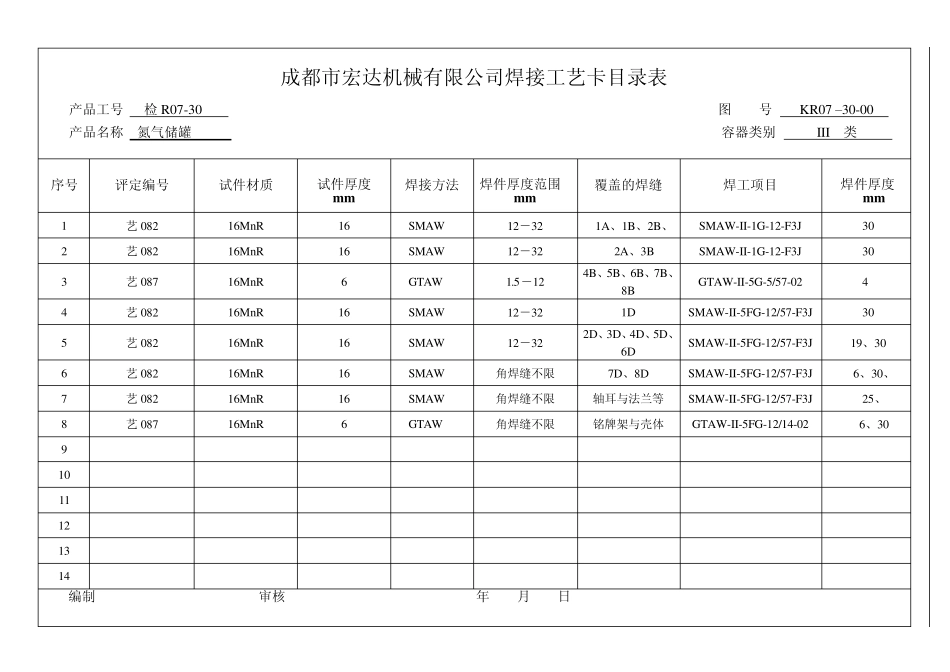
审 核 成 都 市 宏 达 机 械 有 限 公 司 焊 接 工 艺 规 程 产 品 名 称 氮气储罐 产 品 编 号 检 R 07-30 编制 审核 成都市宏达机械有限公司焊接工艺卡目录表 产品工号 检R07-30 图 号 KR07 –30-00 产品名称 氮气储罐 容器类别 III 类 编制 审核 年 月 日 序号 评定编号 试件材质 试件厚度 m m 焊接方法 焊件厚度范围 m m 覆盖的焊缝 焊工项目 焊件厚度