汽车内外饰(塑料)产品结 构设计的一般原则及精度 一 形状和结构的简化 制品的形状和结构的复杂显然增加了模具结构的复杂性,加大了模具制造的难度,最终将影响产品性能的不稳定性和经济成本
而从工艺角度考虑,形状和结构设计得越简单,熔体充模也就越容易,质量就越有保证
理想的产品简洁化设计应当是:①有利于成型加工;②有利于降低成本,节约原材料;③有利于体现简洁、美观的审美价值;④符合绿色设计的原则
以下是简化设计的一些建议和提示
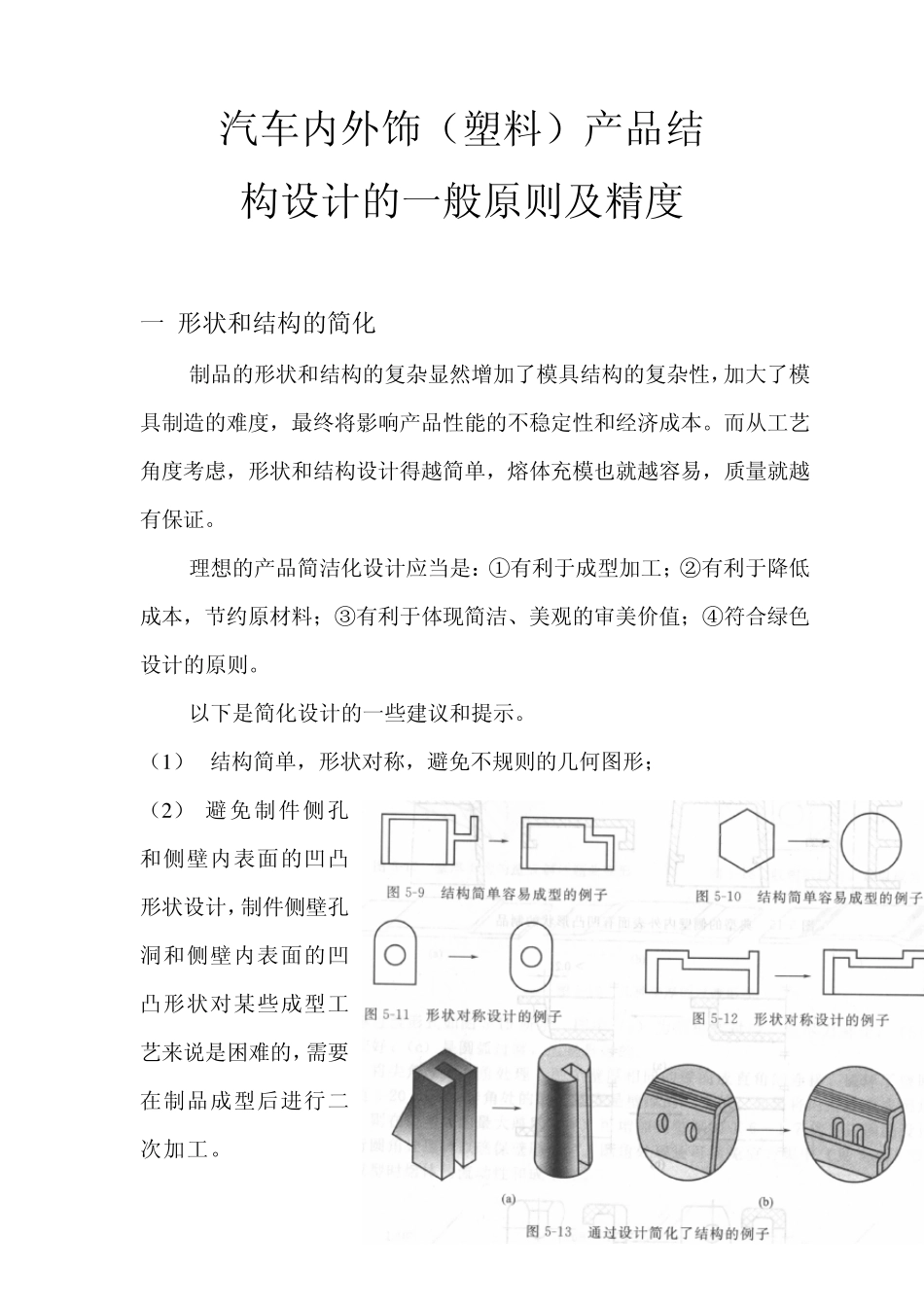
(1 ) 结构简单,形状对称,避免不规则的几何图形; (2 ) 避免制件侧孔和侧壁内表面的凹凸形状设计,制件侧壁孔洞和侧壁内表面的凹凸形状对某些成型工艺来说是困难的,需要在制品成型后进行二次加工
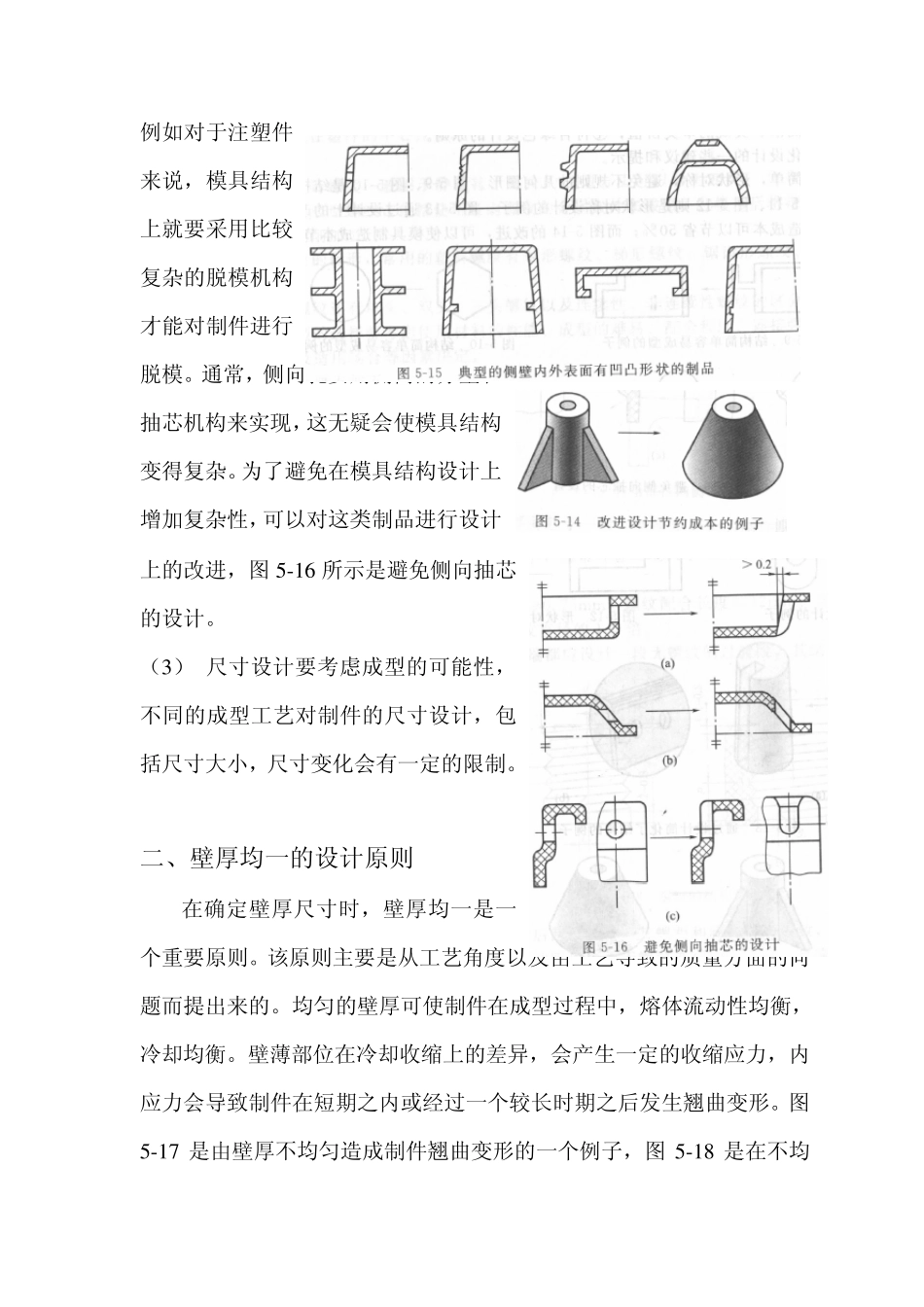
例如对于注塑件来说,模具结构上就要采用比较复杂的脱模机构才能对制件进行脱模
通常,侧向孔要用侧向的分型和抽芯机构来实现,这无疑会使模具结构变得复杂
为了避免在模具结构设计上增加复杂性,可以对这类制品进行设计上的改进,图5 -1 6 所示是避免侧向抽芯的设计
(3 ) 尺寸设计要考虑成型的可能性,不同的成型工艺对制件的尺寸设计,包括尺寸大小,尺寸变化会有一定的限制
二、壁厚均一的设计原则 在确定壁厚尺寸时,壁厚均一是一个重要原则
该原则主要是从工艺角度以及由工艺导致的质量方面的问题而提出来的
均匀的壁厚可使制件在成型过程中,熔体流动性均衡,冷却均衡
壁薄部位在冷却收缩上的差异,会产生一定的收缩应力,内应力会导致制件在短期之内或经过一个较长时期之后发生翘曲变形
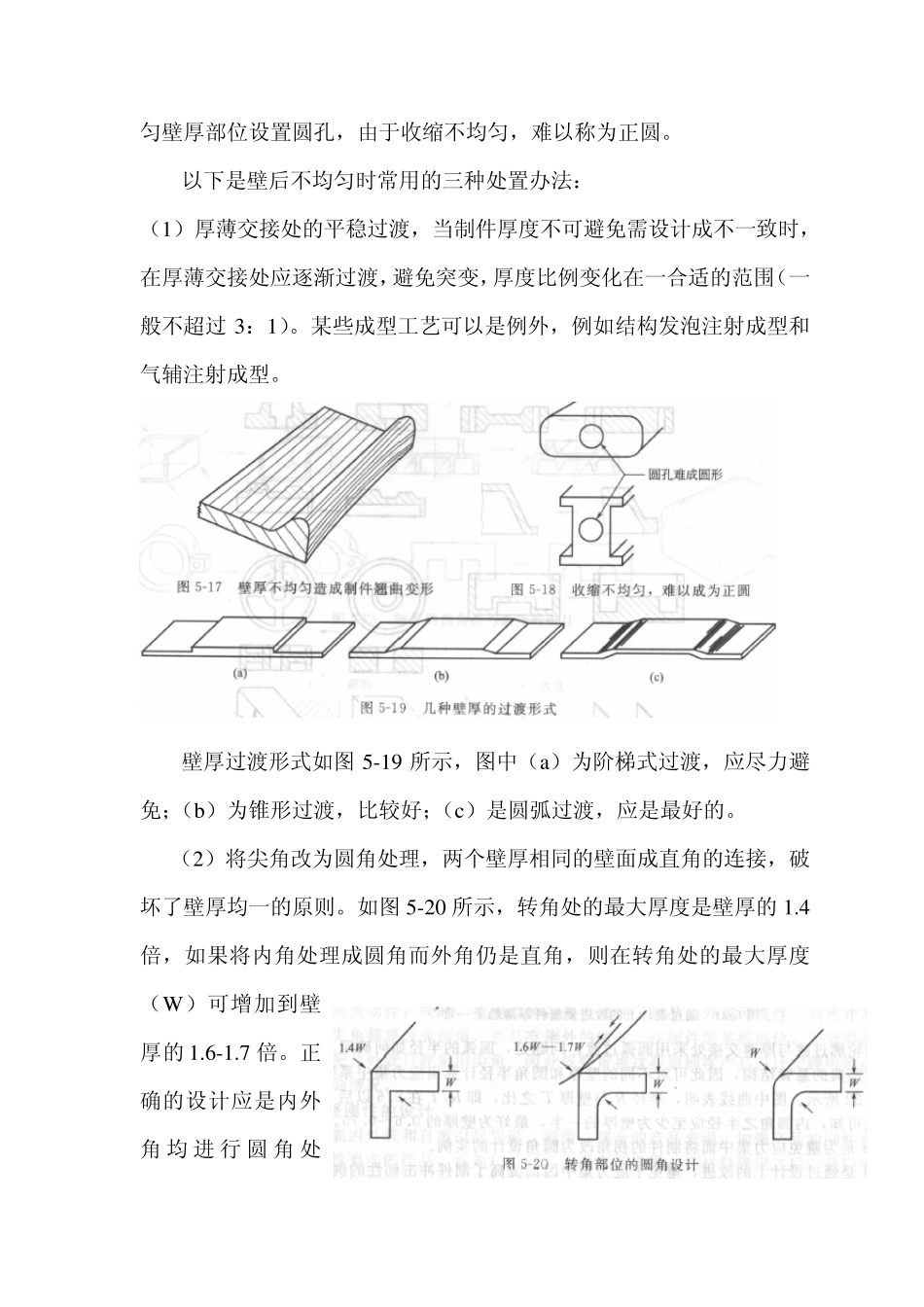
图5 -1 7 是由壁厚不均匀造成制件翘曲变形的一个例子,图5 -1 8 是在不均匀壁厚部位设置圆孔,由于收缩不均匀,难以称为正圆
以下是壁后不均匀时常用的三种处置办法: (1)厚薄交接处的平稳过渡,当制件厚度不可避免需设计成不一致时,在厚薄交接处应逐渐过渡,避免突变,厚度比例变化在一合适的范围(