重庆长安汽车股份有限公司企业标准 Q/JD 616—2009 代替 Q/JD 616—2000 Q/JD 616—2009 汽车焊接总成检查验收技术条件 1 范围 本标准规定了汽车焊接总成的术语、基本要求、检查验收和质量保证
本标准适用于汽车焊接总成的制造、检查验收,其它类车型可参照执行
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本
凡是不注日期的引用文件,其最新版本适用于本标准
QC/T 29087—1992 汽车焊接加工零件 未注公差尺寸的极限偏差 Q/JD T 1—1995 焊接方螺母 3 术语 本标准采用下列定义
1 焊接总成 由两个及两个以上零件经组装焊接后形成的焊接装配件(包括焊接白车身)
2 车身本体 由车体的各大焊接总成经组装焊接后而形成的车身焊接总成,不包含车门、翼子板、发动机罩板等零部件
T06 Q /JD 3
3 大型焊接总成 特指组成汽车车身的左/右侧围、发动机仓、前/后地板、车架、下车体、门盖等大型总成
4 基本要求 4
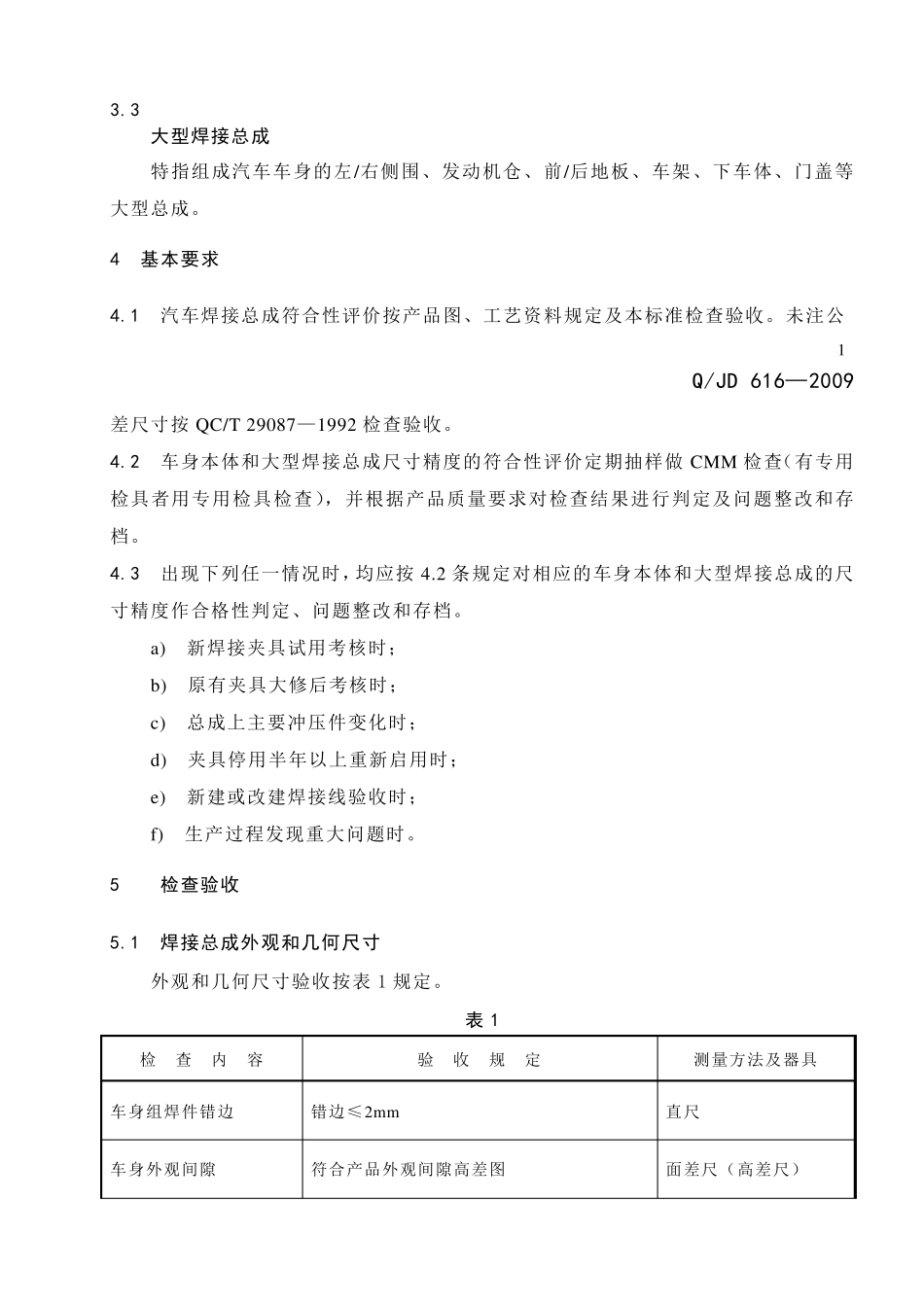
1 汽车焊接总成符合性评价按产品图、工艺资料规定及本标准检查验收
未注公 1 Q/JD 616—2009 差尺寸按QC/T 29087—1992 检查验收
2 车身本体和大型焊接总成尺寸精度的符合性评价定期抽样做 CMM 检查(有专用检具者用专用检具检查),并根据产品质量要求对检查结果进行判定及问题整改和存档
3 出现下列任一情况时,均应按4
2 条规定对相应的车身本体和大型焊接总成的尺 寸精度作合格性判定、问题整改和存档
a) 新焊接夹具试用考核时; b) 原有夹具大修后考核时; c) 总成上主要冲压件变化时; d)