工艺管道焊接施工技术方案1
工程概况及特点 13 焊材管理 14 焊接准备 35 焊接工艺 36 管道热处理 67 质量检验 88 技术要求 99 质量保证措施 1010HSE 管理措施 1011 施工劳动力资源计划及 HSE 管理人员计划 1112 施工设备、机具、监视和测量装置计划 11第 1 页共 13 页1
1 适用范围本方案仅适用于 XXXXXX 工程工艺管道的焊接施工
2 编制依据1
1 工艺管道施工图纸及相关配套图纸及文件;1
2SH3501-2002《石油化工有毒、可燃介质管道工程施工及验收规范》;1
3GB50235—97《工业金属管道工程施工及验收规范》;1
4GB50236-98《现场设备、工业管道焊接工程施工及验收规范》;1
5SH/T3520-2004《石油化工铬钼耐热钢焊接规程》;1
6JB/T4730-2005《承压设备无损检测》;2
工程概况及特点2
1 工程概况我公司承建的催化工艺管道分为 4 个区,即吸收稳定区、管带区、泵区和空冷区
管道总长度约为 12公里,绝大部分为碳钢管道,少部分为钼铬钢管道
其中吸收稳定区的附塔管线较多,且最高安装标高达 80 米,为管道施工中的重点、难点
2 工程特点2
1 工期紧,投入设备、人员数量大,班组(或施工队)之间交叉作业多,不易于管理
2 铬钼钢管道预热、热处理、无损检测等工序复杂,应做好相互间的组织与衔接
3 附塔管道较高、施工难度大,与其它作业交叉进行,增加了安全风险
3 焊材管理3
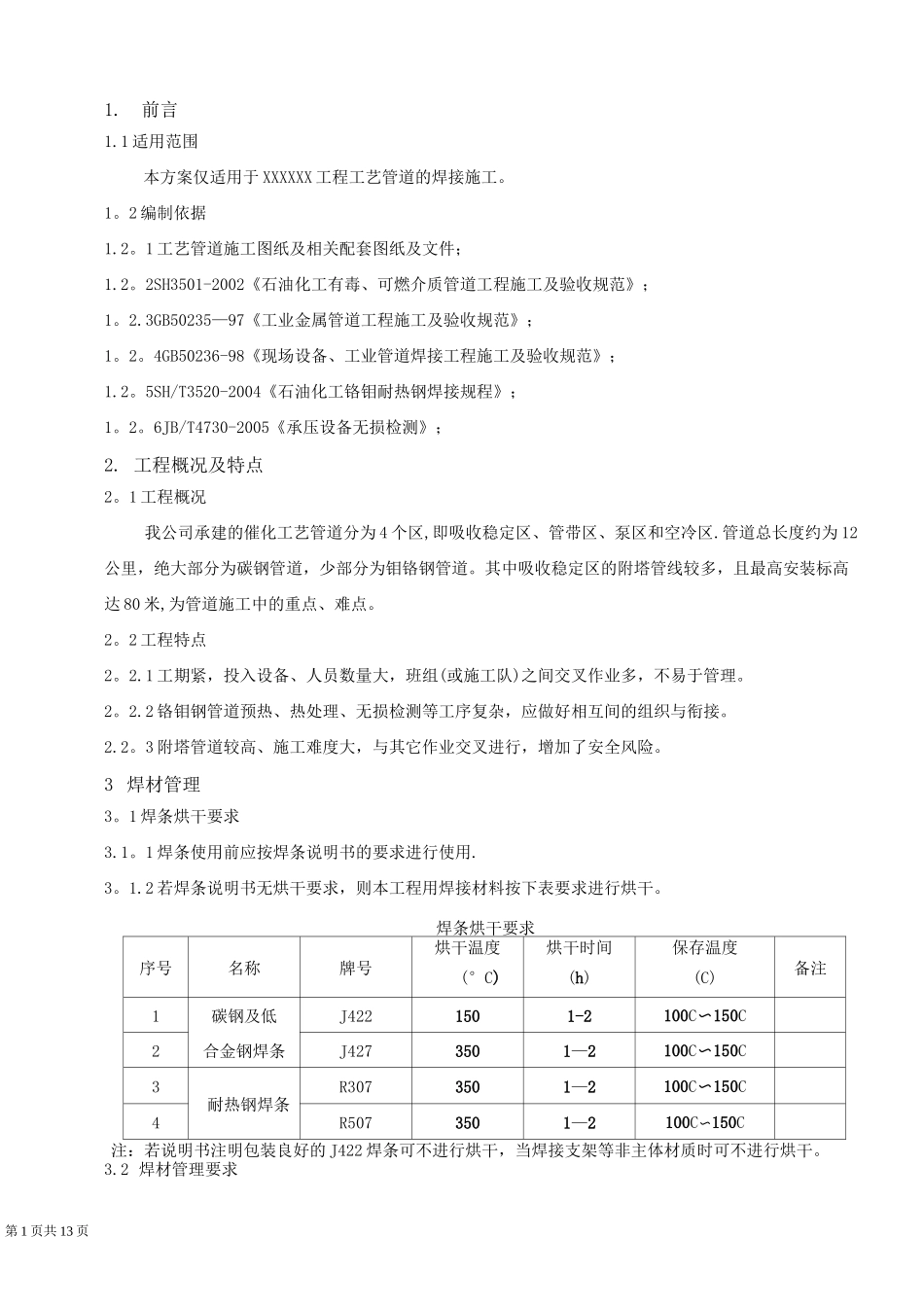
1 焊条烘干要求3
1 焊条使用前应按焊条说明书的要求进行使用