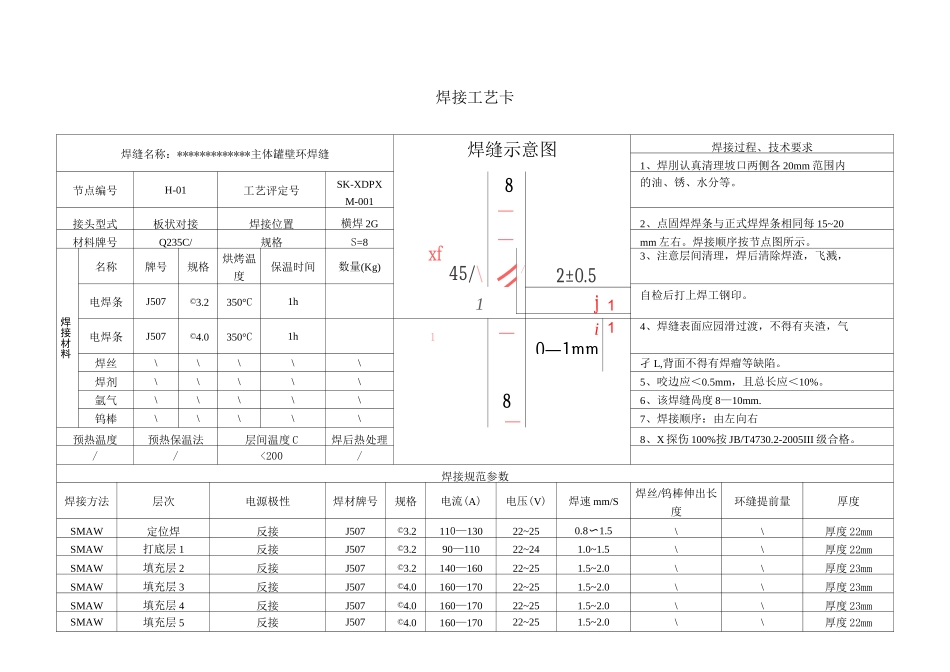
焊接工艺卡焊缝名称:*************主体罐壁环焊缝焊缝示意图焊接过程、技术要求1、焊刖认真清理坡口两侧各 20mm 范围内节点编号H-01工艺评定号SK-XDPXM-001xf45/\8——2±0
5的油、锈、水分等
接头型式板状对接焊接位置横焊 2G2、点固焊焊条与正式焊焊条相同每 15~20材料牌号Q235C/规格S=8mm 左右
焊接顺序按节点图所示
焊接材料名称牌号规格烘烤温度保温时间数量(Kg)么/3、注意层间清理,焊后清除焊渣,飞溅,电焊条J507©3
2350°C1hfJ自检后打上焊工钢印
1j 1电焊条J507©4
0350°C1h1—8—i0—1mm14、焊缝表面应园滑过渡,不得有夹渣,气焊丝\\\\\孑 L,背面不得有焊瘤等缺陷
焊剂\\\\\5、咬边应<0
5mm,且总长应<10%
氩气\\\\\6、该焊缝咼度 8—10mm
钨棒\\\\\7、焊接顺序:由左向右预热温度预热保温法层间温度 C焊后热处理8、X 探伤 100%按 JB/T4730
2-2005III 级合格