电火花加工的原理 图6
1所示是电火花加工的原理图
2电火花加工的基本条件 1、电火花加工必须采用脉冲电源、提供瞬间脉冲放电 2、脉冲放电必须有足够的放电能量 3、工具电极和工件之间必须保持一定的放电间隙 4、火花放电必须在具有一定绝缘性能的液体介质中进行 6
3电火花加工的过程 1、液体介质击穿形成放电通道 2、能量的转换和传递 3、电蚀产物的抛出 4、间隙介质的消电离 6
2 电火花线切割加工 6
1电火花线切割加工原理和特点 电火花线切割加工的原理是 “用连续移动的金属丝(称为电极丝)作为工具电极对工件进行脉冲火花放电并切割成形”
主要用于加工形状复杂的通孔和外形表面
与电火花成形加工相比较,具有如下的特点: 1、省去了成形工具电极,大大降低了成形工具电极的设计与制造费用,缩短了生产准备时间及加工周期
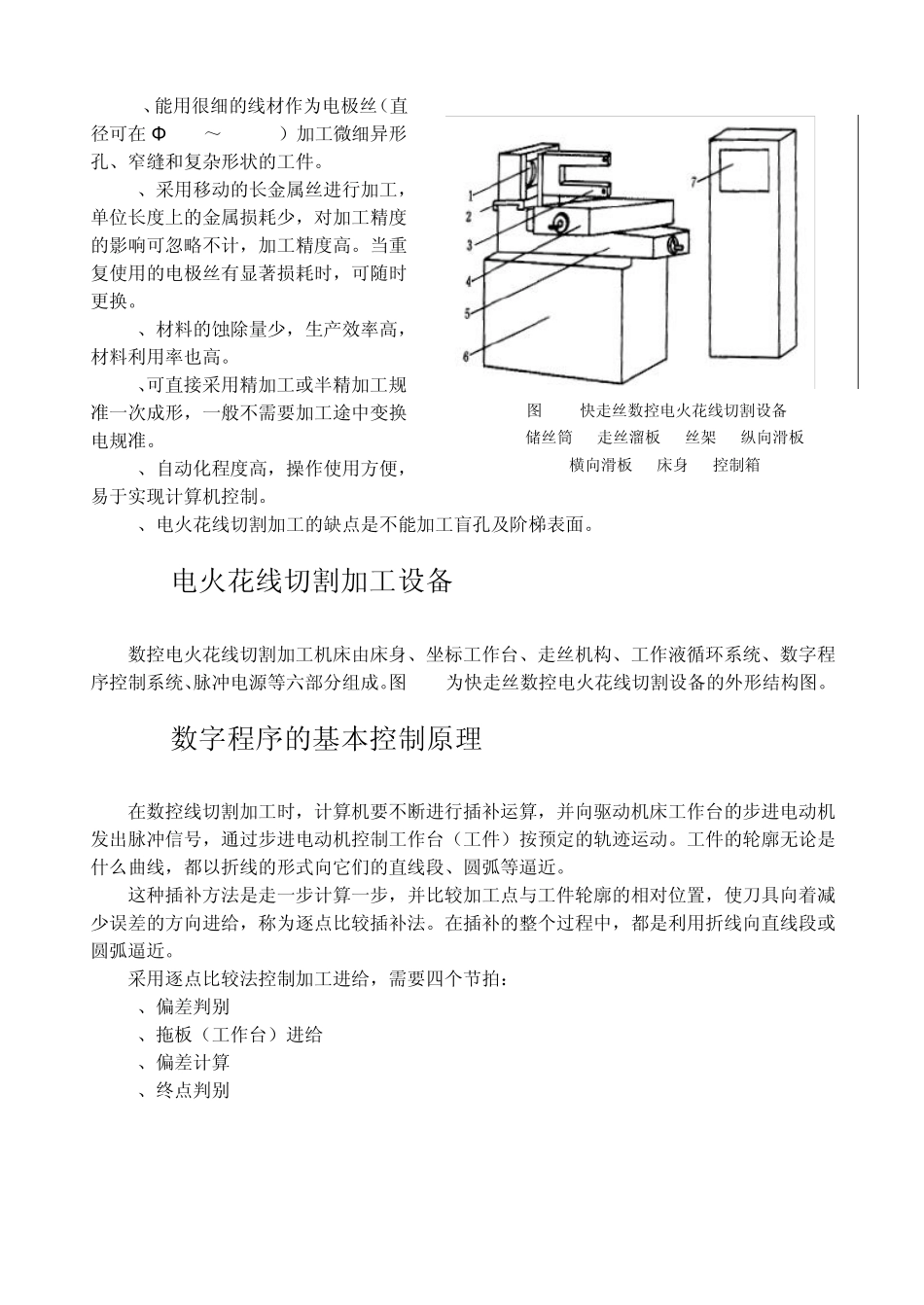
7快走丝数控电火花线切割设备 1-储丝筒 2-走丝溜板 3-丝架 4-纵向滑板 5-横向滑板 6-床身 7-控制箱 2、能用很细的线材作为电极丝(直径可在 Φ0
20mm)加工微细异形孔、窄缝和复杂形状的工件
3、采用移动的长金属丝进行加工,单位长度上的金属损耗少,对加工精度的影响可忽略不计,加工精度高
当重复使用的电极丝有显著损耗时,可随时更换
4、材料的蚀除量少,生产效率高,材料利用率也高
5、可直接采用精加工或半精加工规准一次成形,一般不需要加工途中变换电规准
6、自动化程度高,操作使用方便,易于实现计算机控制
7、电火花线切割加工的缺点是不能加工盲孔及阶梯表面
2电火花线切割加工设备 数控电火花线切割加工机床由床身、坐标工作台、走丝机构、工作液循环系统、数字程序控制系统、脉冲电源等六部分组成
7为快走丝数控电火花线切割设备的外形结构图
3数字程序的基本控制原理 在数控线切割加工时,计算机