JINGMU(ZHUHAI)CO
,LTD 珠海市精模有限公司 文件编号 JM/QG-MOD-A0 文件版本 A1 文件名称 电火花操作实战指导书 文件页码 第 1 页 共 17 制订 审核 核准 生效日期 郑少勇 2011/9/01 油路结构部分 油泵 油箱 主机机头 主机机箱 机身 油管过滤纸芯 螺栓 密封圈 顶盖 油箱 过滤纸芯更换参考爆炸图 一.火花机结构和名称JINGMU(ZHUHAI)CO
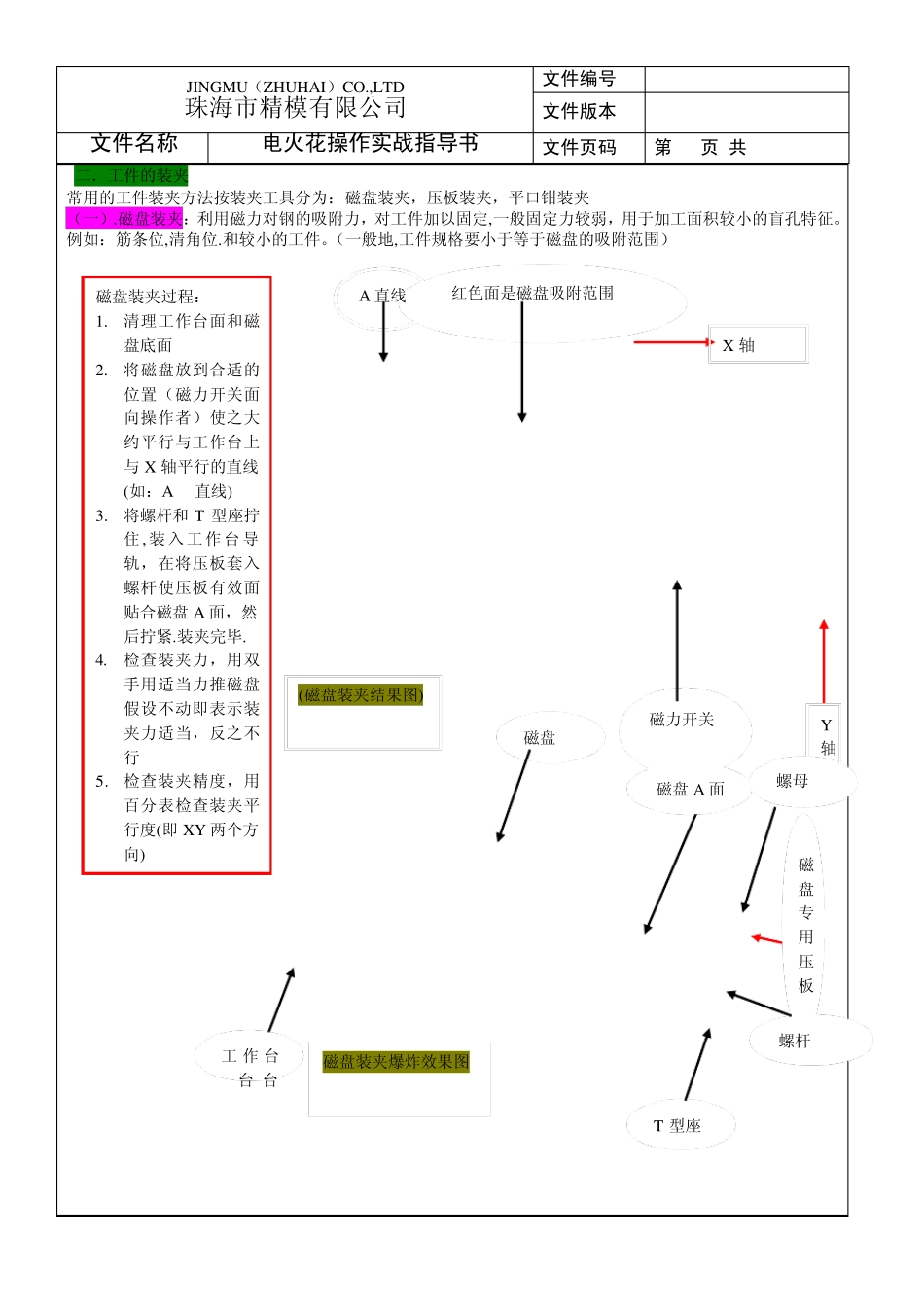
,LTD 珠海市精模有限公司 文件编号 JM/QG-MOD-A0 文件版本 A1 文件名称 电火花操作实战指导书 文件页码 第 2 页 共 17 二.工件的装夹 常用的工件装夹方法按装夹工具分为:磁盘装夹,压板装夹,平口钳装夹 (一)
磁盘装夹:利用磁力对钢的吸附力,对工件加以固定,一般固定力较弱,用于加工面积较小的盲孔特征
例如:筋条位,清角位
和较小的工件
(一般地,工件规格要小于等于磁盘的吸附范围) 工作 台台 台T 型座 螺母 螺杆 磁 盘 专 用 压 板 磁盘 红色面是磁盘吸附范围 (磁盘装夹结果图) 磁盘装夹爆炸效果图 磁盘装夹过程: 1
清理工作台面和磁盘底面 2
将磁盘放到合适的位置(磁力开关面向操作者)使之大约平行与工作台上与 X 轴平行的直线(如:A 直线) 3
将螺杆和 T 型座拧住, 装入工作台导轨,在将压板套入螺杆使压板有效面贴合磁盘A 面,然后拧紧
检查装夹力,用双手用适当力推磁盘假设不动即表示装夹力适当,反之不行 5
检查装夹精度,用百分表检查装夹平行度(即 XY 两个方向) 磁力开关 A 直线 X 轴 Y轴 磁盘A 面 JINGMU(ZHUHAI)CO
,LTD 珠海市精模有限公司 文件编号 JM/QG-MOD-A0 文件版本 A1 文件名称 电火花操作实战指导书 文件页码 第 3 页 共 17 工件 内六角扳手 工件