电火花加工机床工作原理及必备条件 一、工作原理 电火花加工的原理是基于工具和工件 ( 正、负电极 ) 之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属, 以达到对零件的尺寸、形状及表面质量预定的加工要求
如图 7-1 所示
放电加工是通过电极和工件之间产生火花放电击穿放电介质,腐蚀掉工件上离电极最近的部分形成电腐蚀小坑,如图 7-2 所示,( a )为单脉冲放电加工后的局部放大图;( b )为多次脉冲放电加工后的局 部放大图
二、必备条件 : 实践经验表明,要把火花放电转化为有用的加工技术,必须满足以下条件 : 1、使工具电极和工件被加工表面之间经常保持一定的放电间隙 这一间隙随加工条件而定,通常约为几微米至几百微米
为此,在电火花加工过程中必须具有工具电极的自动进给和调节装置
2、电火花加工必须采用脉冲电源 脉冲电源使火花放电为瞬时的脉冲性放电,并在放电延续一段时间后,停歇一段时间( 放电延续时间一般为 0
0001~1μ s )
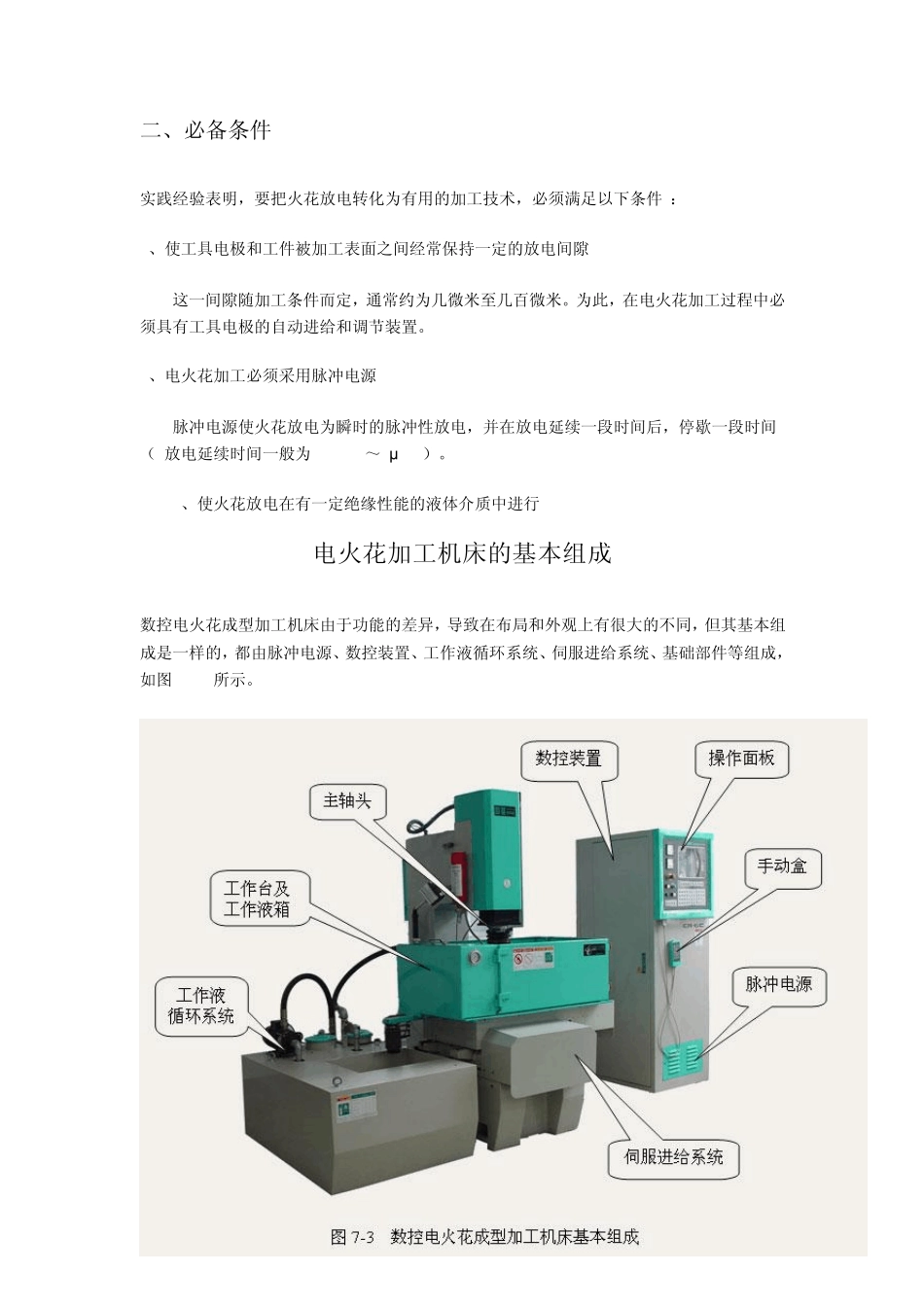
3、使火花放电在有一定绝缘性能的液体介质中进行 电火花加工机床的基本组成 数控电火花成型加工机床由于功能的差异,导致在布局和外观上有很大的不同,但其基本组成是一样的,都由脉冲电源、数控装置、工作液循环系统、伺服进给系统、基础部件等组成,如图 7-3 所示
主轴头:主轴头是电火花成型加工机床的一个关键部件,由伺服进给机构、导向和防扭机构、辅助机构三部分组成,控制工件与工具电极之间的放电间隙
一、对主轴头的要求 主轴头的好坏直接影响加工的工艺指标,因此主轴头应具备以下条件: 1、有一定的轴向和侧向刚度及精度; 2、有足够的进给和回升速度; 3、主轴运动的直线性和防扭转性能好; 4、灵敏度要高,无爬行现象; 5、不同的机床要具备合理的承载电极的能力
二、主轴头运动控制方式 1、电液伺服进给 2、步进电机伺服进给 3、直(交)流伺服进给