第 1 页 共 9 页 1
应用范围: 本标准是吸收国外及国内的焊接工艺标准,结合公司实际情况,为规范本公司在电阻焊接工艺方面的技术要求及质量而制订
1 该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准
除非在焊接图纸上有特定的注释,确立不同的焊接要求,任何与本标准以外的特例,必须征得工艺人员的同意
注:标准中任何条款不能替代适用的法律法规,除非有特殊说明
如具体客户对标准条款提出异议,由双方协商确认
2 本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接
3 本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工艺技术文件中规定
4 本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时需符合本标准
电阻点焊设计应用: 2
1 焊接母材的选择 2
1 点焊零件的板材的层数一般为 2 层,不超过4 层,且点焊接头各层板材的厚度比不超过3,否则应征得工艺人员同意
2 原则上板材表面不得有任何涂复层(油漆、磷化膜、密封胶),如有特殊需要,设计和工艺双方协商确定
2 焊接接头的设计 2
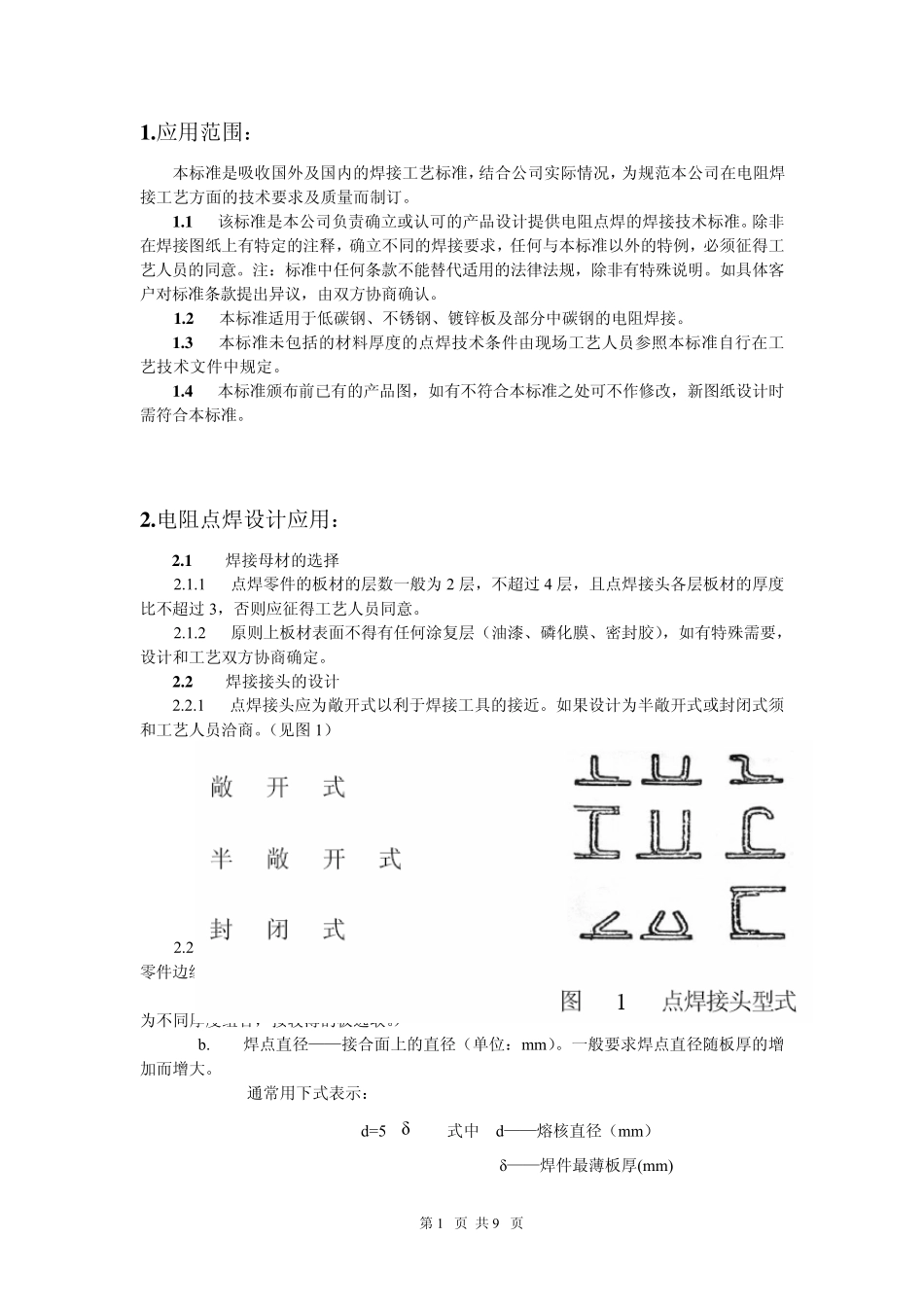
1 点焊接头应为敞开式以利于焊接工具的接近
如果设计为半敞开式或封闭式须和工艺人员洽商
(见图 1) 2
2 板厚t与设计时可选取的最小焊点直径dmin,焊点间的最小距离e 及焊点到零件边缘的最小距离 f 的关系
板 厚——即被焊接母材厚度(注:在以板厚为基础定义接头时,若板材为不同厚度组合,按较薄的板选取
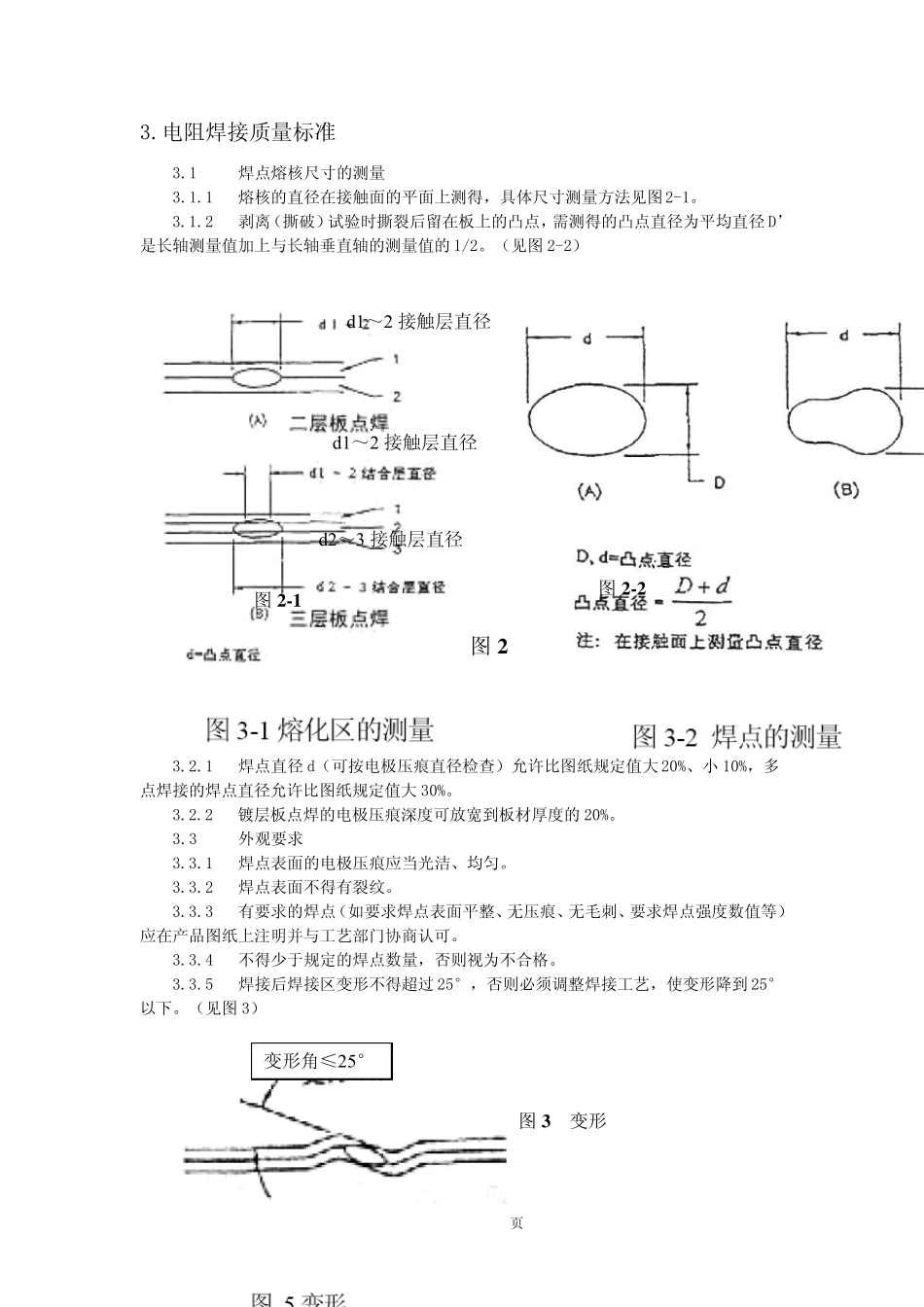
焊点直径——接合面上的直径(单位:mm)
一般要求焊点直径随板厚的增加而增大
通常用下式表示: d=5δ 式中 d——熔核直径(mm) δ——焊件最薄板厚(mm) 第 2 页 共 9 页 c
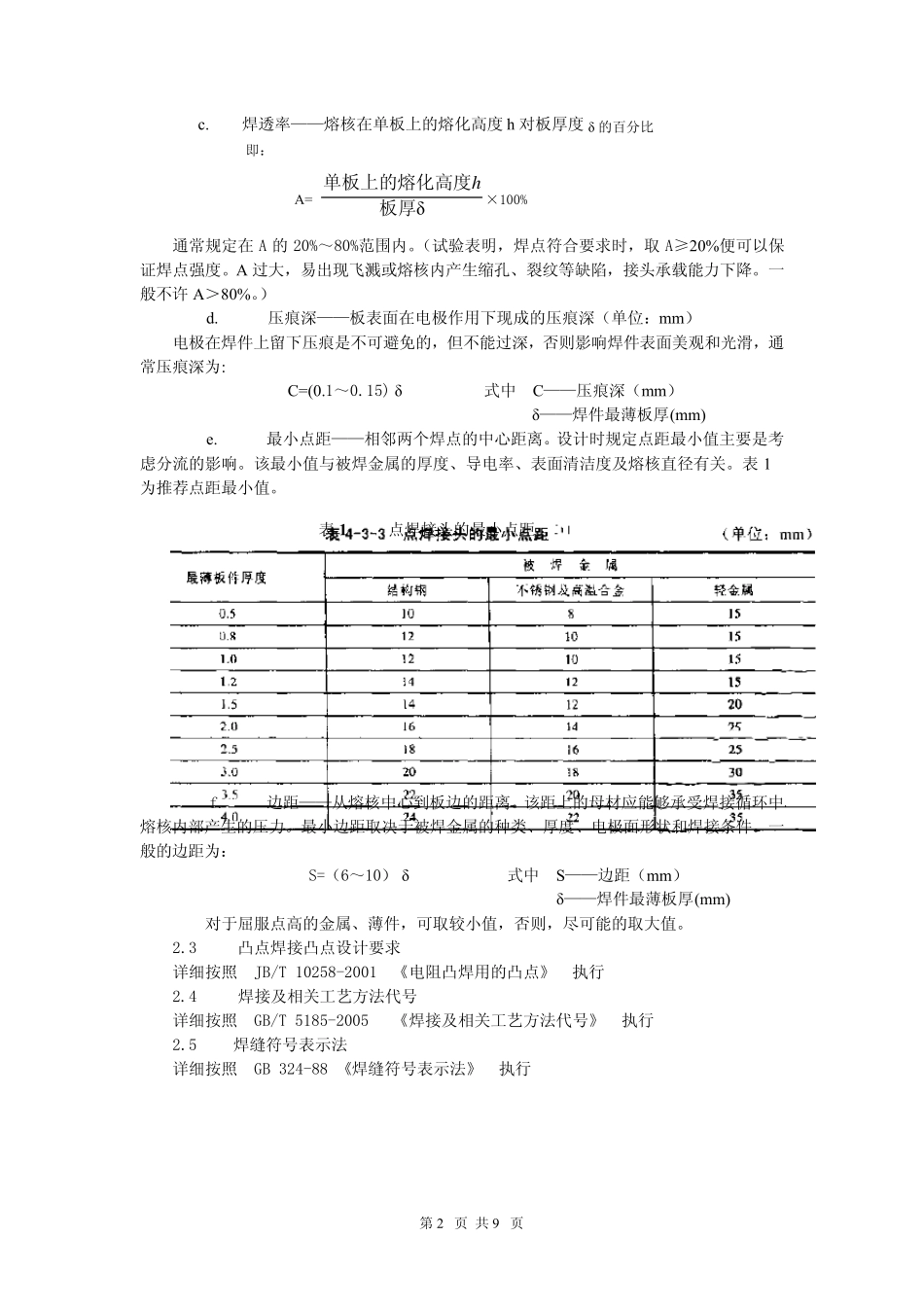
焊透率——熔核在单板上的熔化高度h 对板厚度δ 的百分比