一、镦粗直螺纹钢筋连接生产操作规程 1、总则 1
1 本规程适用于施工现场带肋钢筋镦粗直螺纹连接技术的生产操作
2 凡从事带肋钢筋墩粗直螺纹加工工作的人员必须经过技术培训,考核合格后持证上岗
班组成员应相对固定
3 施工单位应指派专人负责现场钢筋连接的质量控制及工人管理,本公司现场人员负责工人技术培训、现场设 备维护及修理,协助施工方监督丝头加工质量
2、丝头加工场地、设备和人员准备 2
1 设备安放位置要求有防雨设施及 380V电源,设备电容量为 7KW(或 11
5 KW)/套
2 设备安装时应使镦粗机夹具中心线、套丝机主轴中心线保持同一高度, 并与放置在支架上的待加工钢筋中心 线保持一致
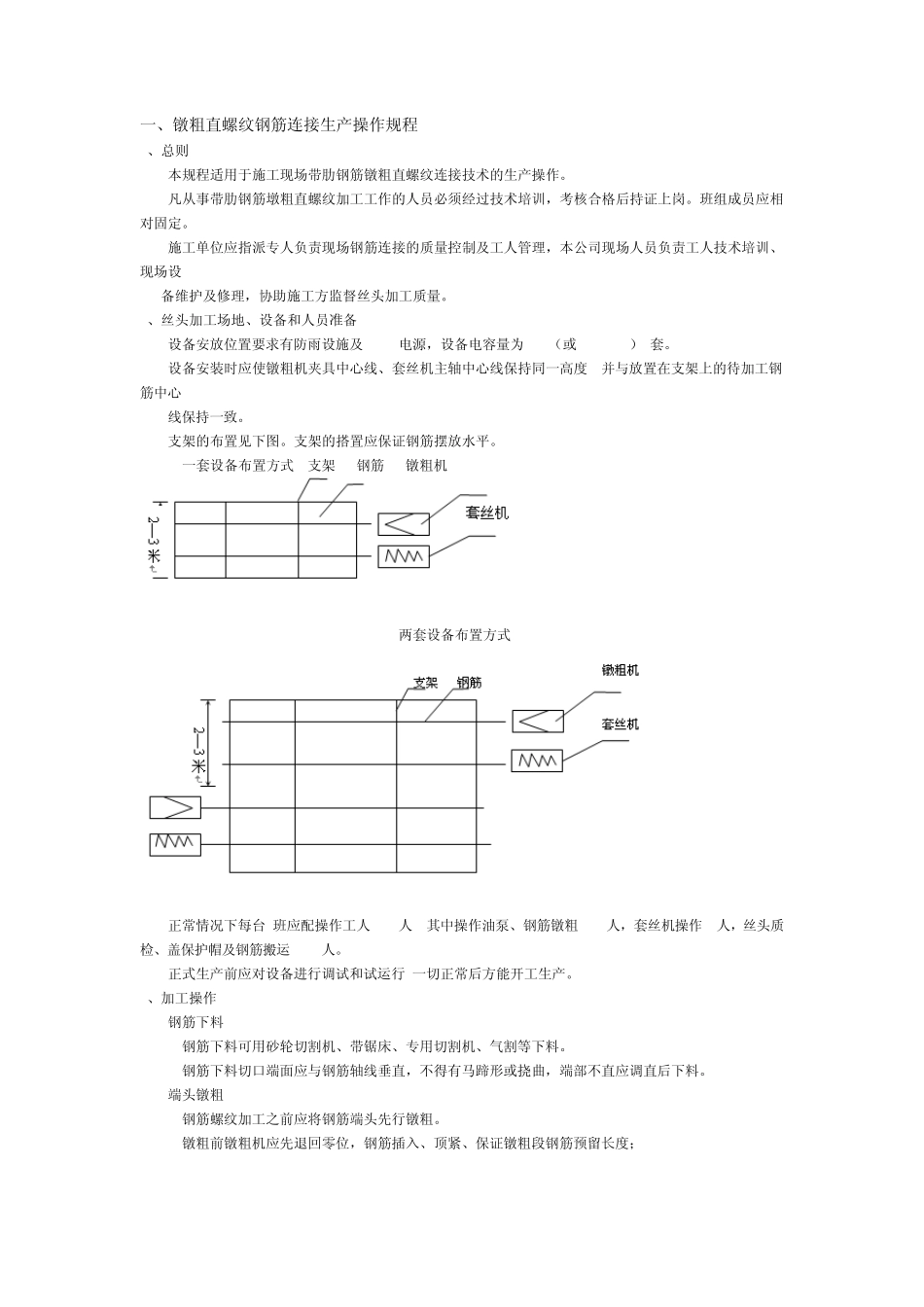
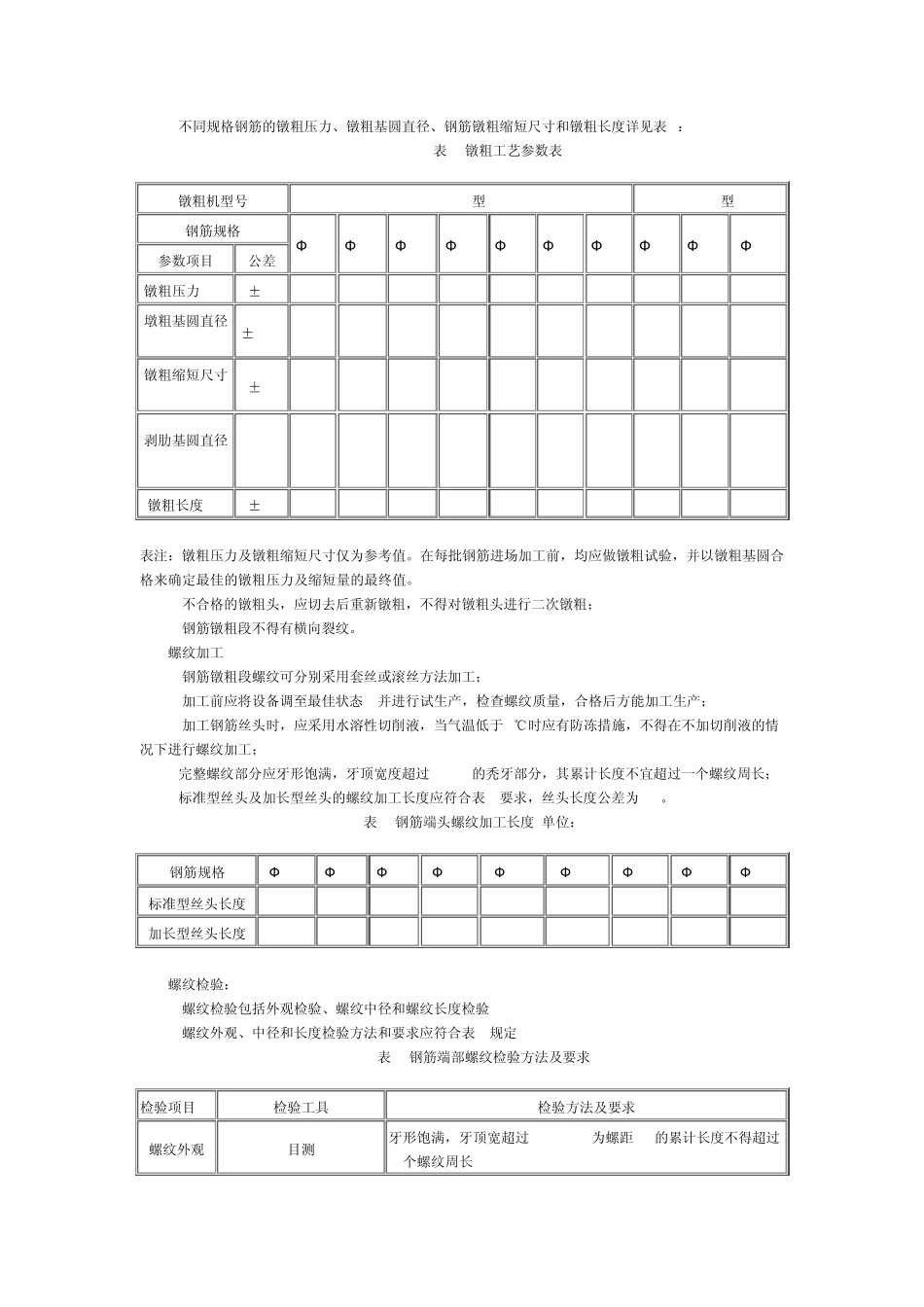
3 支架的布置见下图
支架的搭置应保证钢筋摆放水平
一套设备布置方式: 支架 钢筋 镦粗机 两套设备布置方式: 2
4 正常情况下每台
班应配操作工人 4~5人, 其中操作油泵、钢筋镦粗 1~2人,套丝机操作 1人,丝头质检、盖保护帽及钢筋搬运 2~3人
5 正式生产前应对设备进行调试和试运行,一切正常后方能开工生产
3、加工操作 3
1 钢筋下料 3
1 钢筋下料可用砂轮切割机、带锯床、专用切割机、气割等下料
2 钢筋下料切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,端部不直应调直后下料
2 端头镦粗 3
1 钢筋螺纹加工之前应将钢筋端头先行镦粗
2 镦粗前镦粗机应先退回零位,钢筋插入、顶紧、保证镦粗段钢筋预留长度; 3
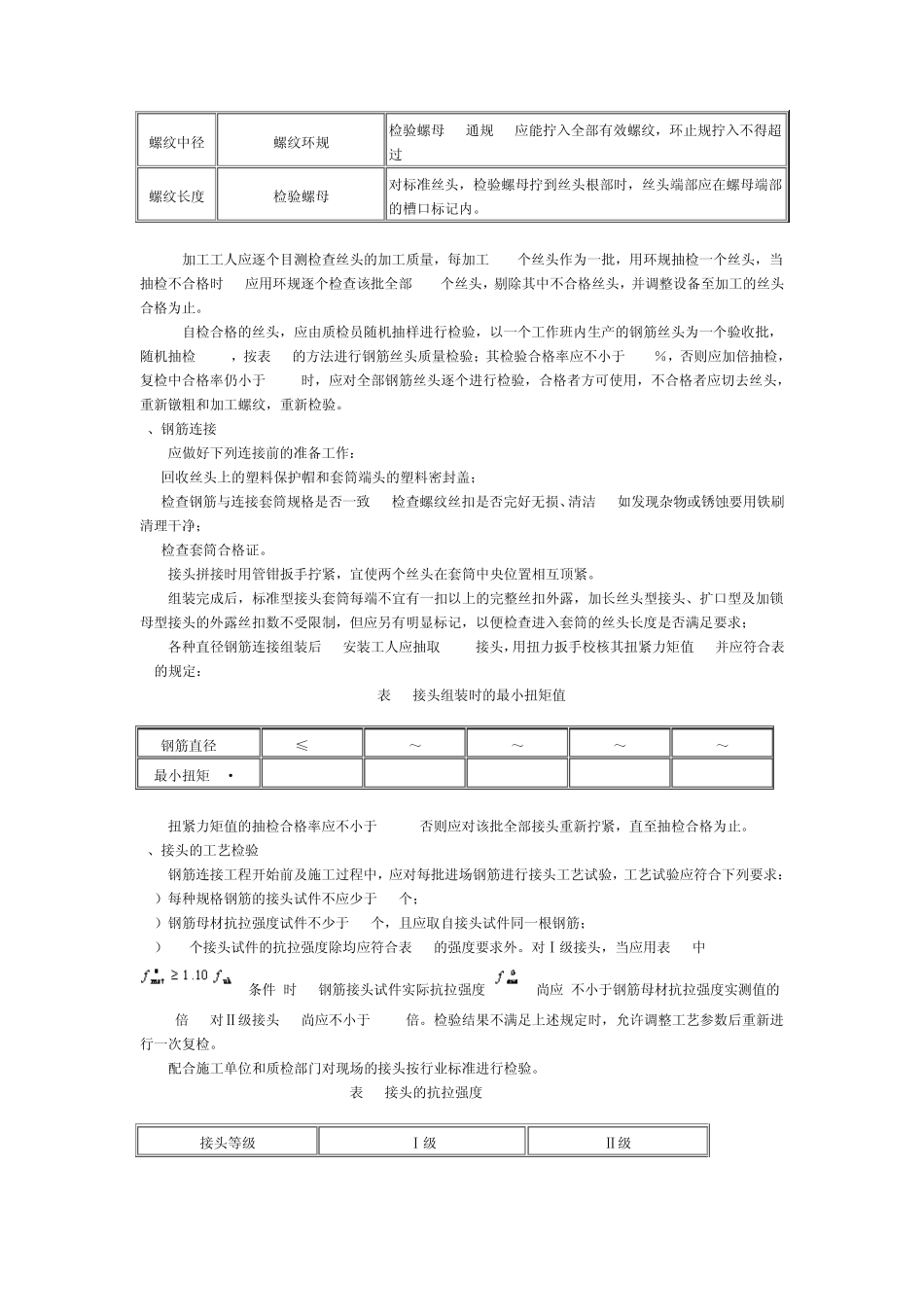
3不同规格钢筋的镦粗压力、镦粗基圆直径、钢筋镦粗缩短尺寸和镦粗长度详见表1: 表1 镦粗工艺参数表 镦粗机型号 1200 型 1800 型 钢筋规格 Φ 16 Φ 18 Φ 20 Φ 22 Φ 25 Φ 28 Φ 32 Φ 32 Φ 36 Φ 40 参数项目 公差 镦粗压力 MPa ± 1