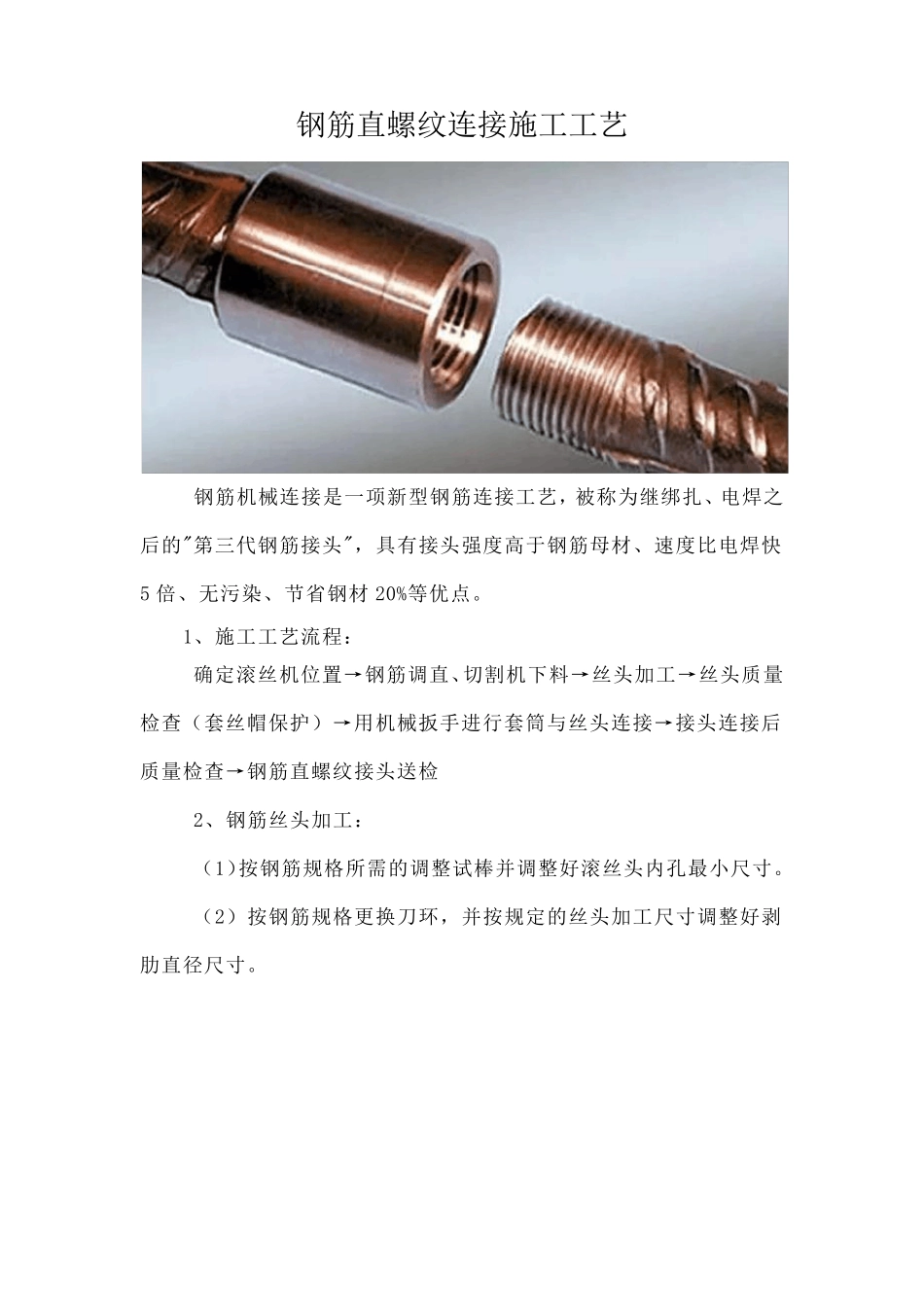
钢筋直螺纹连接施工工艺 钢筋机械连接是一项新型钢筋连接工艺,被称为继绑扎、电焊之后的"第三代钢筋接头",具有接头强度高于钢筋母材、速度比电焊快5 倍、无污染、节省钢材20%等优点
1、施工工艺流程: 确定滚丝机位置→钢筋调直、切割机下料→丝头加工→丝头质量检查(套丝帽保护)→用机械扳手进行套筒与丝头连接→接头连接后质量检查→钢筋直螺纹接头送检 2、钢筋丝头加工: (1)按钢筋规格所需的调整试棒并调整好滚丝头内孔最小尺寸
(2)按钢筋规格更换刀环,并按规定的丝头加工尺寸调整好剥肋直径尺寸
套丝机套丝 (3)调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度符合丝头加工尺寸的规定
(4)丝头加工时应使用水性润滑液,不得使用油性润滑液
3、钢筋丝头加工完成、检验合格后,要用专用的钢筋丝头保护帽或连接套筒对钢筋丝头进行保护,以防螺纹在钢筋搬动或运输过程中被损坏或污染
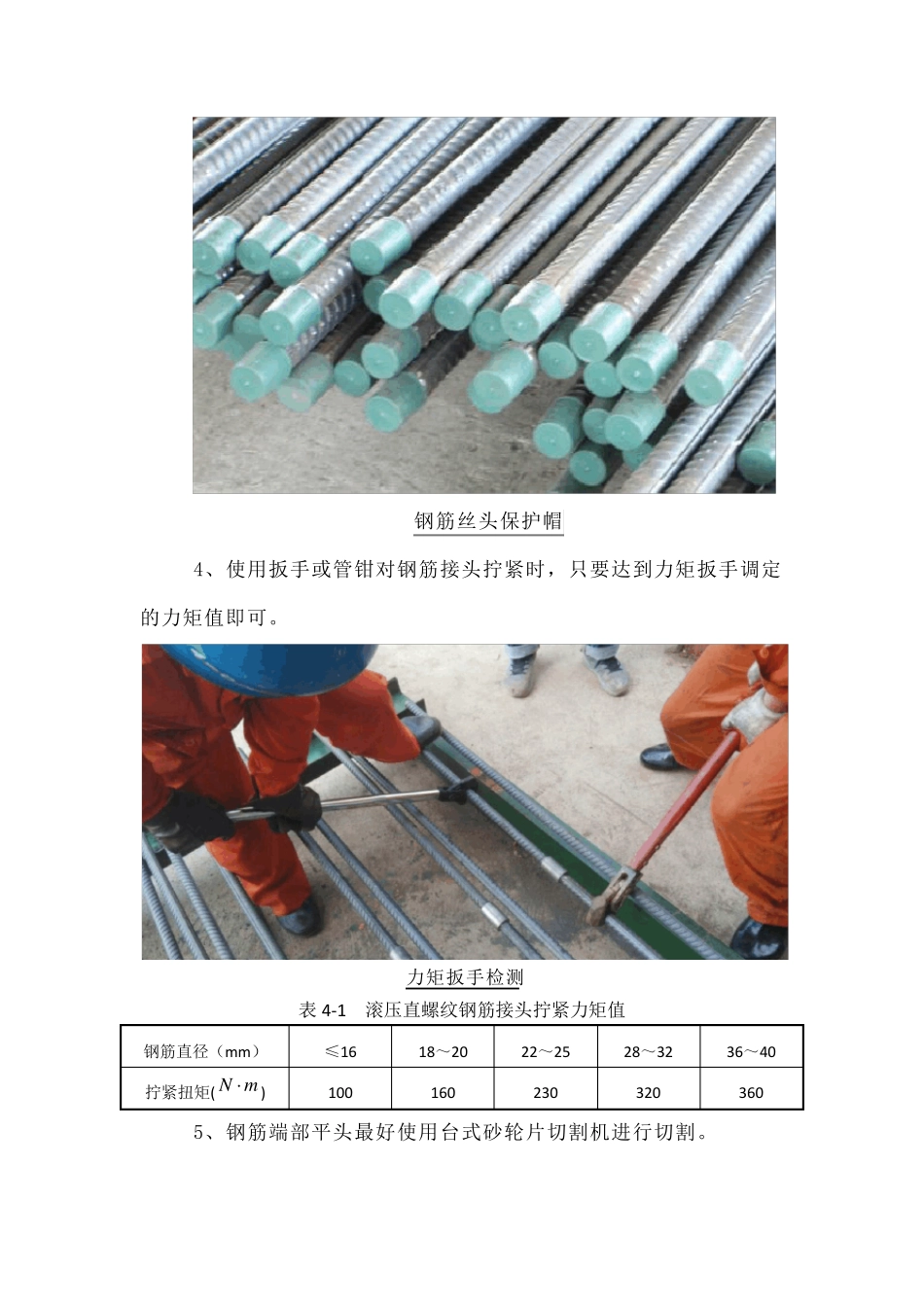
钢筋丝头保护帽 4、使用扳手或管钳对钢筋接头拧紧时,只要达到力矩扳手调定的力矩值即可
力矩扳手检测 表4-1 滚压直螺纹钢筋接头拧紧力矩值 钢筋直径(m m ) ≤16 18~20 22~25 28~32 36~40 拧紧扭矩(mN ) 100 160 230 320 360 5、钢筋端部平头最好使用台式砂轮片切割机进行切割
6、质量要求 (1)检查接头外观质量应有完整丝扣外露,且单边外露的有效螺纹不得超过2P(P 为螺距),钢筋与连接套之间无间隙
钢筋安装成型 (2)用质检力矩扳手检查接头拧紧程度
(3)纵向受力钢筋机械连接接头连接区段的长度为35 倍d(d为纵向受力钢筋的较大直径)且不小于500mm,凡接头中点位于该连接区段长度内的接头均属于同一连接区段
同一连接区段内,纵向受力钢筋的接头面积百分率应符合设计要求;当设计无具体要求时,应符合下表要求: 表6-1 丝头加工尺寸(mm) 规格