真 空 断 路 器 装 配 作 业指导书 1
目 的 为 了 规 范 及 有 效 的 进 行 断 路 器 装 配 生 产 , 严 格 控 制 和 保 证 公 司 的 产 品质 量 , 特 制 定 本 作 业 指 导 书
适 用 范 围 本 公 司 所 生 产 的 VHC1 型 固 封 式 高 压 真 空 断 路 器 3
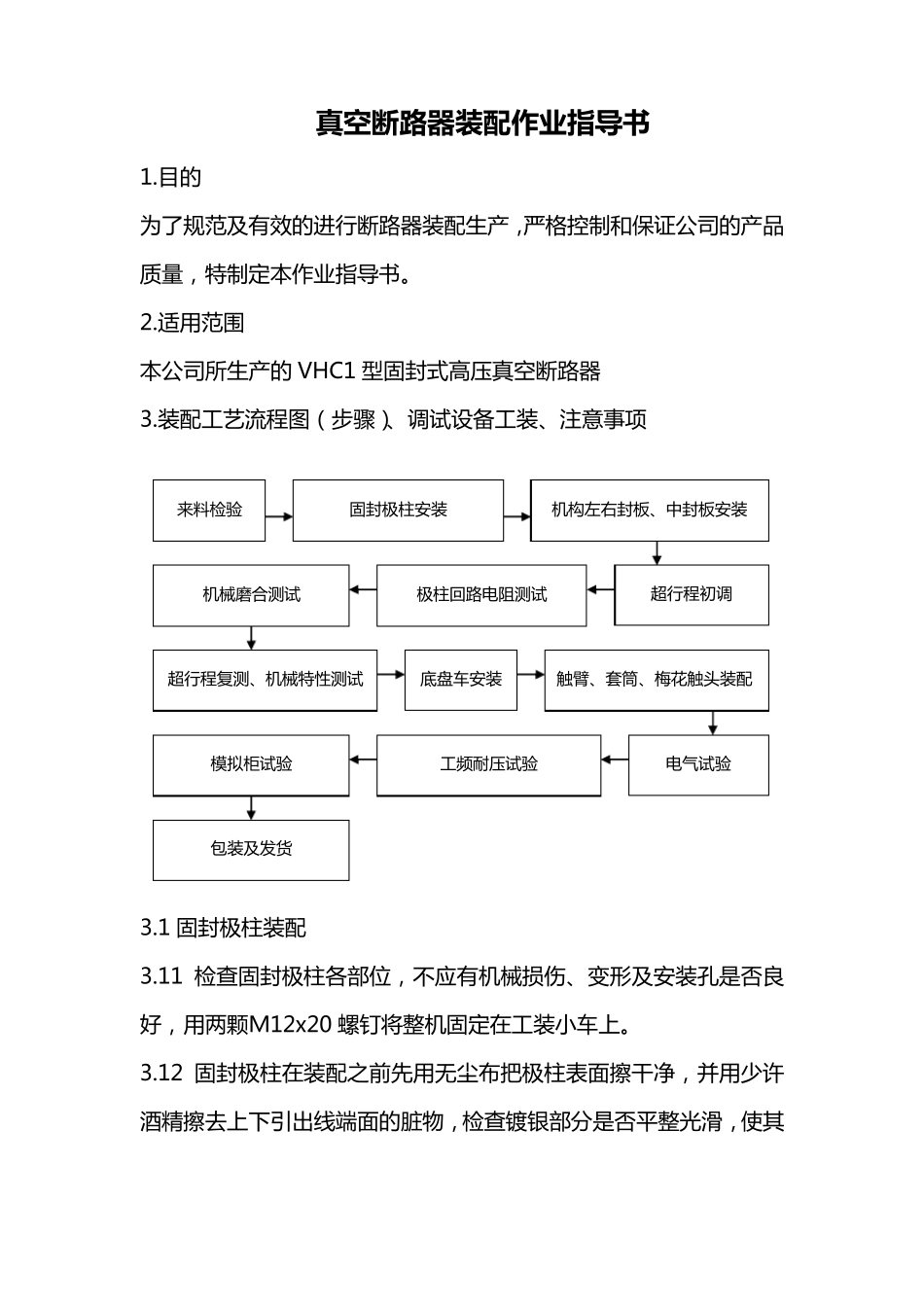
装 配 工 艺 流 程 图 ( 步 骤 )、调试设备工 装 、注意事项 3
1 固 封 极柱装 配 3
11 检查固 封 极柱各部位, 不应有 机械损伤、变形及 安装 孔是否良好, 用 两颗M12x20 螺钉将整机固 定 在工 装 小车上
12 固 封 极柱在装 配 之前先用 无尘布把极柱表面擦干净, 并用 少许酒精擦去上下引出线端面的 脏物, 检查镀银 部分 是否平 整光 滑 , 使 其来 料 检验 固 封 极柱安装 机构 左 右 封 板 、中 封 板 安装 极柱回 路 电 阻 测 试 机械磨 合 测 试 底 盘 车安装 电 气 试验 超 行 程 初 调 超 行 程 复 测 、机械特 性 测 试 触 臂 、套 筒 、梅 花 触 头 装 配 工 频 耐 压 试验 模 拟 柜 试验 包 装 及 发 货 有 良 好 的 电 接 触 电 阻
13 将 固 封 极 柱 安 装 在 机 构 框 架 上 , 用 M 1 0 x 2 5 ( 8
8 级 ) 内 六角 螺 钉 固 定 ( 力 矩 2 3 N M , 每 项 极 柱 4 只 螺 钉 ), 并 将 机 构 与 极 柱拉 杆 用 M 1 2 (8
8 级 )六 角 螺 母 固 定 ( 力 矩 4 0 N M )
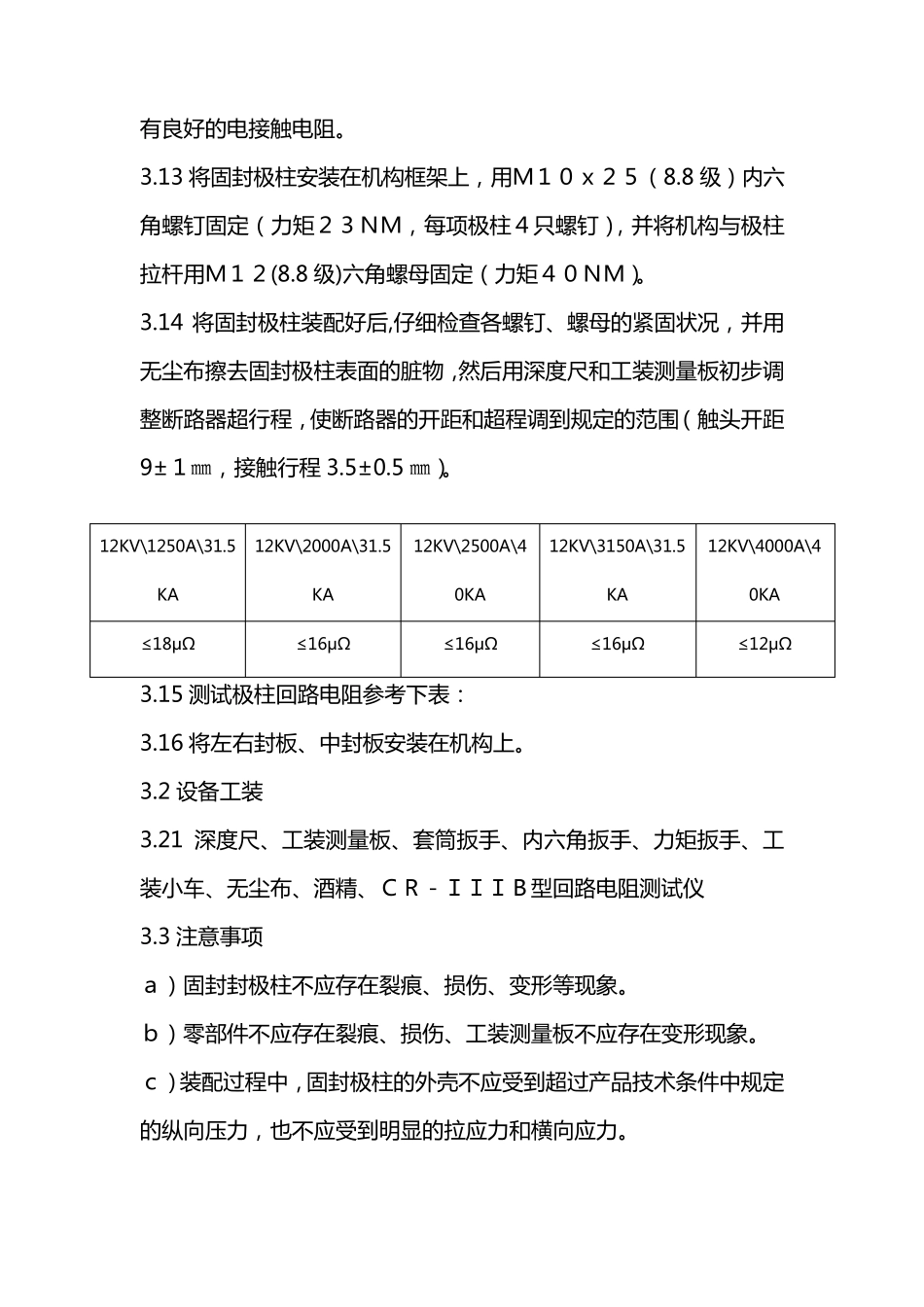
14 将 固 封 极 柱 装 配 好 后 ,仔 细 检 查 各 螺 钉 、螺 母 的 紧 固 状 况 , 并 用无 尘 布 擦 去 固 封 极 柱 表 面 的 脏 物 , 然