磁力模板工作原理及技术工艺的比较说明 意大利泰磁公司成立于 1972 年,是设计、生产电控永磁系统的专业公司,已有近 40年多年的经验,拥有多项自主知识产权的专利,是电控永磁产品领域世界排名第一的公司
自 90 年代以来,电控永磁快速换模系统已广泛应用于全球市场
该技术的基本原理是:用电控来改变永磁体的磁路分布,靠永磁体吸附模具,夹紧与放松过程只需几秒钟,工作过程中不需电能,夹紧力在全部接触面上可达 15kg/cm 2,对任何吨位注塑机上的任何重量的模具都可保证正常工作
该产品安全可靠、实用高效、节能环保、无需维修、无运营费用、柔性极大,在一台注塑机上可对各种不同模具进行快速换模,特别适合于多品种、小批量、准时制(JUST IN TIME)混流生产
另外,该产品的夹紧力均匀分布于模具与磁盘的全部接触表面,使模具背面无受力“空腔”,更好地保证了合模精度,大大减少模具损耗、提高模具使用寿命
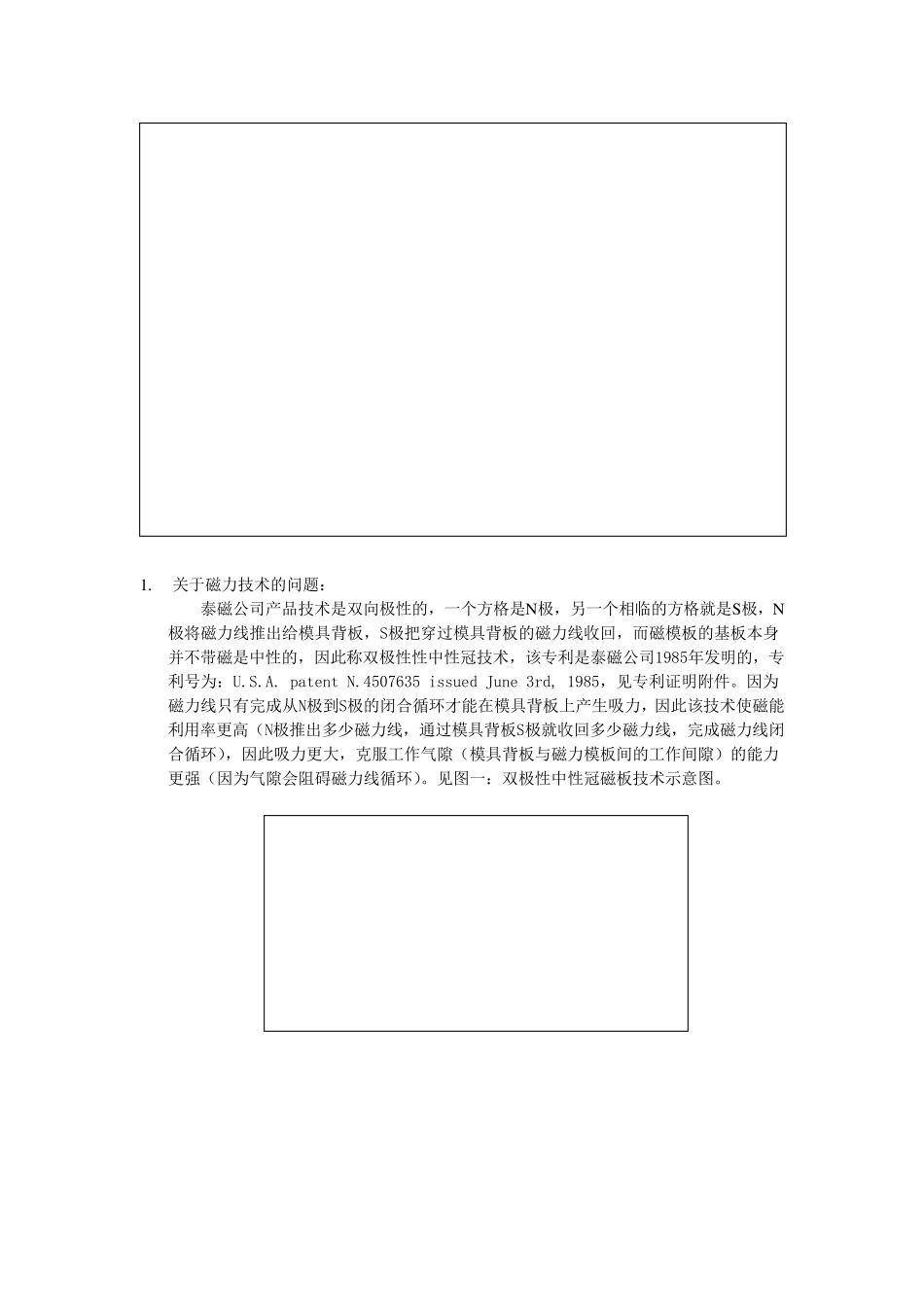
关于磁力技术的问题: 泰磁公司产品技术是双向极性的,一个方格是N极,另一个相临的方格就是S极,N极将磁力线推出给模具背板,S极把穿过模具背板的磁力线收回,而磁模板的基板本身并不带磁是中性的,因此称双极性性中性冠技术,该专利是泰磁公司1985年发明的,专利号为:U
patent N
4507635 issued June 3rd, 1985,见专利证明附件
因为磁力线只有完成从N极到S极的闭合循环才能在模具背板上产生吸力,因此该技术使磁能利用率更高(N极推出多少磁力线,通过模具背板S极就收回多少磁力线,完成磁力线闭合循环),因此吸力更大,克服工作气隙(模具背板与磁力模板间的工作间隙)的能力更强(因为气隙会阻碍磁力线循环)
见图一:双极性中性冠磁板技术示意图
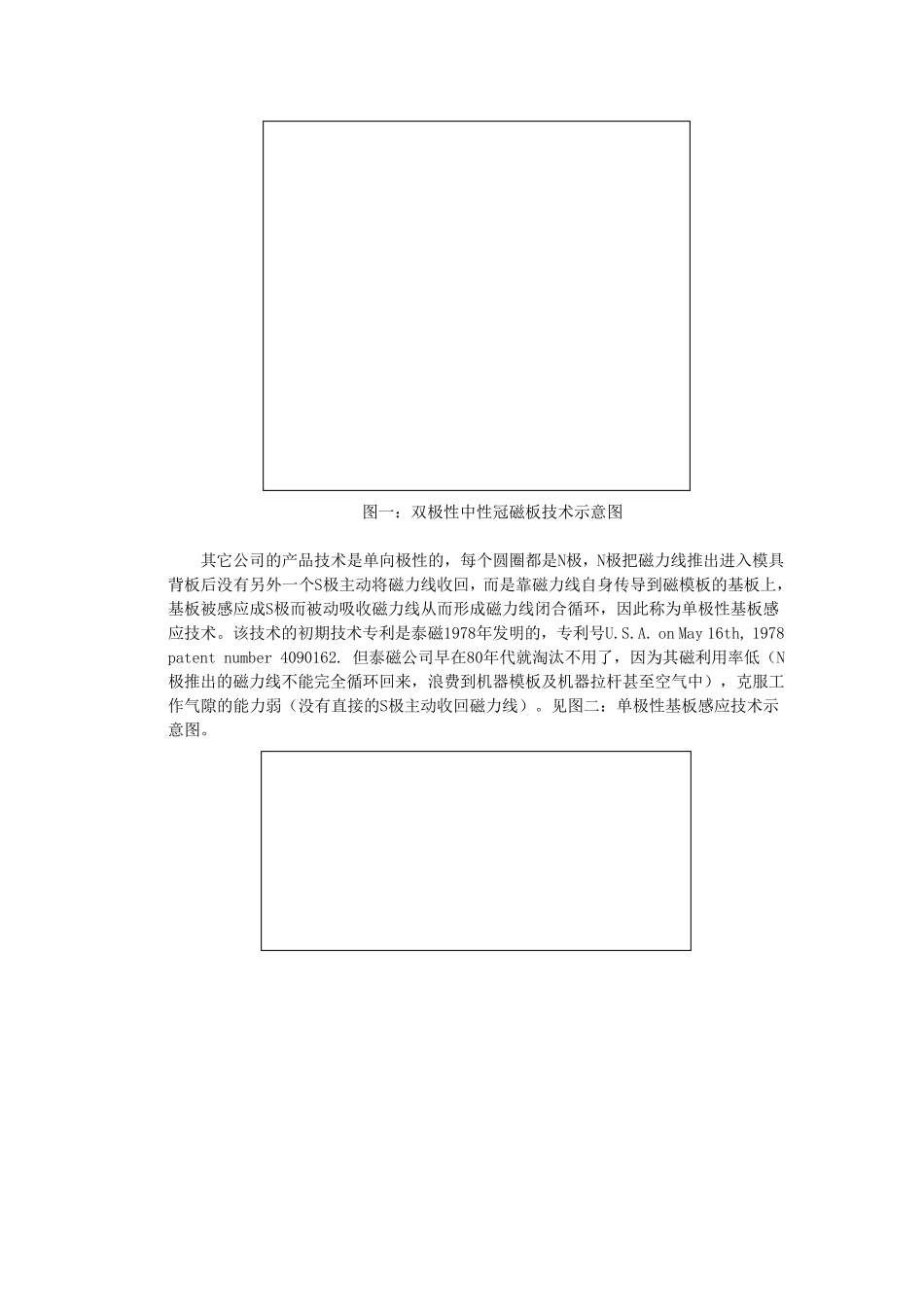
图一:双极性中性冠磁板技术示意图 其它公司的产品技术是单向极性的,每个圆圈都是N极,N极把磁力线推出进入模具背板后