1 回转窑传动大齿圈的安装方法和要求 传动大齿圈是回转窑的核心部件,其安装质量的控制对窑正常运行有直接影响
影响安装质量的因素中,除了大齿圈本身制造精度须达到要求外,控制齿圈的端面跳动、径向跳动及齿圈弹簧板的焊接变形尤为重要
其安装施工步骤如下: 1
大齿圈施工现场的吊运及摆放: A:大齿圈通常是以两半的形式发送到现场,由于齿轮外形尺寸较大,在现场摆放时应特别注意防止齿圈的变形、锈蚀、碰撞
图 1: 半齿圈 B:吊运时要注意吊装点的选择,做到多点起吊且受力均匀
C:摆放场地要平整而结实,并用枕木等材料把大齿圈支撑放平
应注意:大齿圈分两半平放时一定要使其端面一致地朝上或朝下,最好根据小齿轮的基准面决定齿圈哪个面朝上并做到大、小齿轮基准一致,这样既能防止变形,又便于后续检测等施工
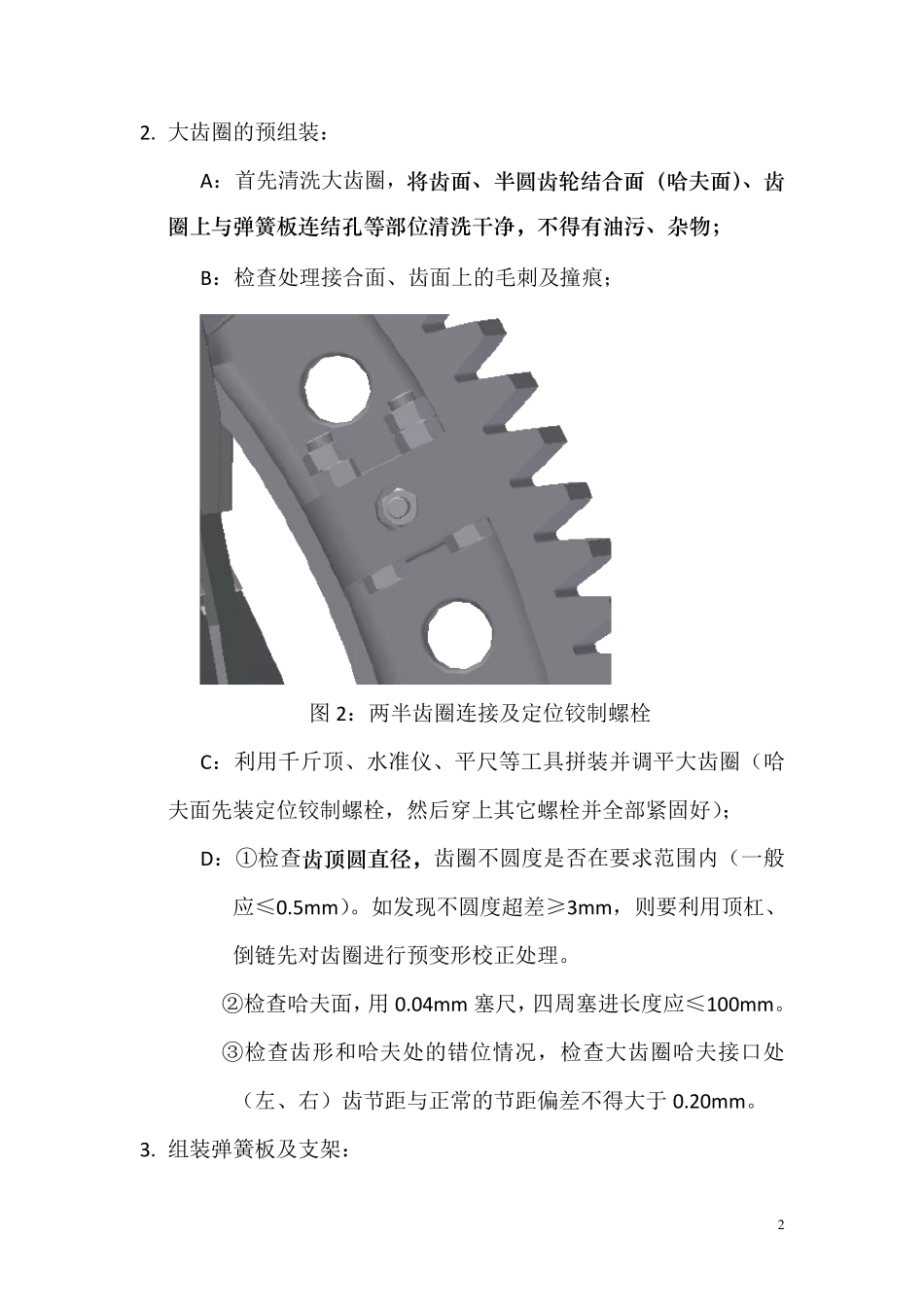
大齿圈的预组装: A:首先清洗大齿圈,将 齿 面 、 半 圆 齿 轮 结 合 面 ( 哈 夫 面 ) 、 齿圈 上 与 弹 簧 板 连 结 孔 等 部 位 清 洗 干 净 , 不 得 有 油 污 、 杂 物 ; B:检查处理接合面、齿面上的毛刺及撞痕; 图2:两半齿圈连接及定位铰制螺栓 C:利用千斤顶、水准仪、平尺等工具拼装并调平大齿圈(哈夫面先装定位铰制螺栓,然后穿上其它螺栓并全部紧固好); D:①检查齿 顶 圆 直 径 , 齿圈不圆度是否在要求范围内(一般应≤0
5m m )
如发现不圆度超差≥3m m ,则要利用顶杠、倒链先对齿圈进行预变形校正处理
②检查哈夫面,用0
04m m 塞尺,四周塞进长度应≤100m m
③检查齿形和哈夫处的错位情况,检查大齿圈哈夫接口处(左、右)齿节距与正常的节距偏差不得大于 0
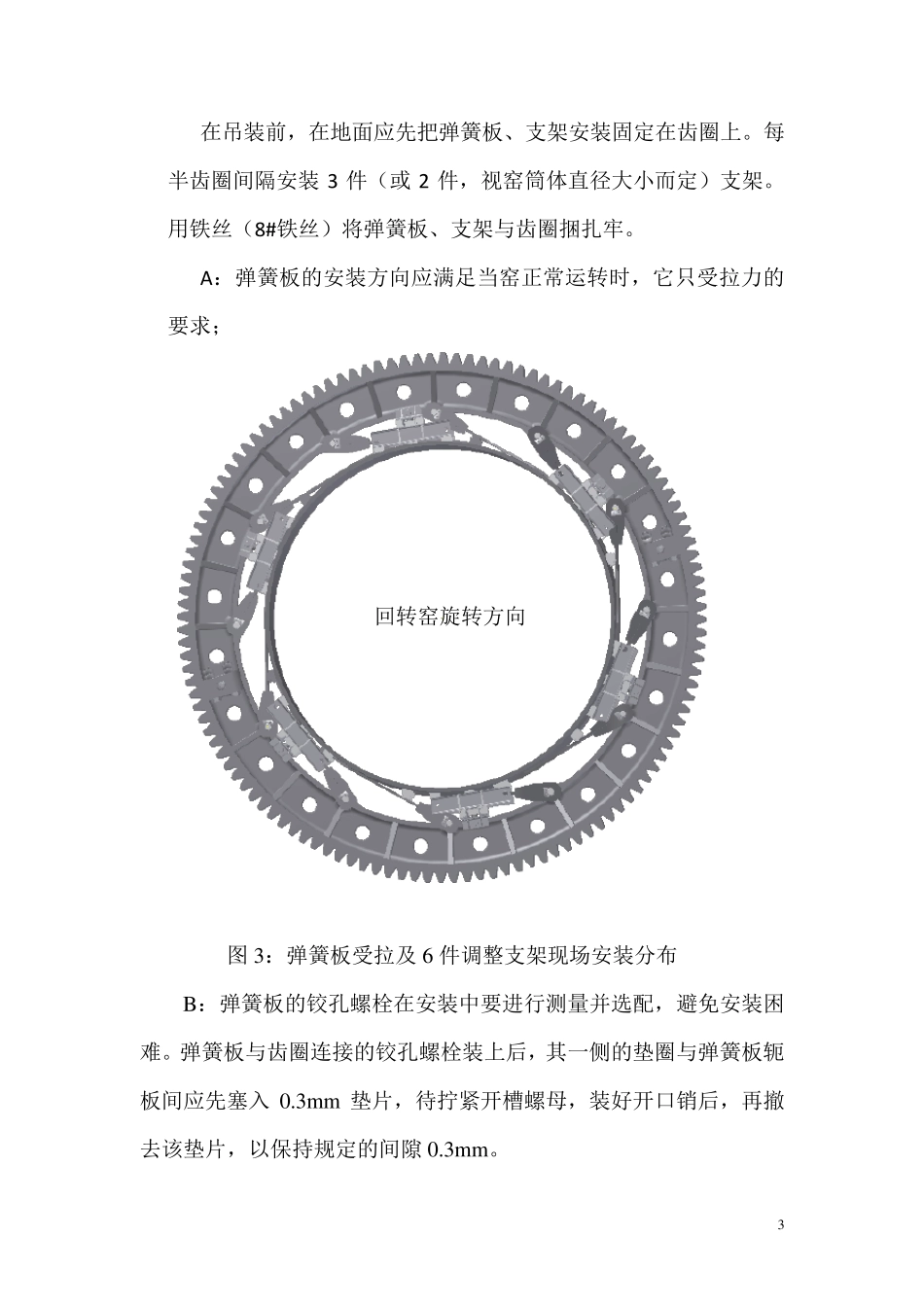
组装弹簧板及支架: 3 在吊装前,在地面应先把弹簧板、支架安装固定在齿圈上
每半齿圈间隔安装3 件(或 2 件,视窑筒体直径大小而定)支架