立磨与球磨机相比,具有很多重要的突出优势,如粉磨效率高、工艺流程简单、占地面积小、同时集烘干、粉磨、选粉为一体等优点被越来越广泛地应用于新型干法水泥生产线,是大型新型干法水泥生产线较为理想、有效的粉磨设备,据统计在已建和新建的新型干法生产线中,原煤和生料粉磨采用立磨的约占 90%以上
如何进行精细化管理、优化工艺参数、稳定运行、提高产量、降低能耗、提高运转率、不断提高经济效益是立磨维护和管理的中心问题
甘肃永登祁连山水泥有限公司生料制备系统采用丹麦史密斯(FLS)公司提供的ATOX37
该磨自投产运行以来,实际运转情况并不理想,但在使用过程中我们不断地探索和改进,不断优化操作方案和实施精细化管理,解决了自投入运行以来出现的各类问题,使系统运行日趋完善和稳定,运转率高达 90%以上
现从设备方面和操作方面进行介绍
1 设备方面 1
1 中心支架偏差的调整 磨辊位置调整的目的是为了使磨辊和中心支架组合中心位于磨盘中心
由于长期的磨损和振动,导致各个连接部位间隙变大,扭力杆缓冲垫老化和硬化而失去缓冲作用,受冲击厚度变薄(原来每块厚 125mm,现在只有120mm),使磨辊的活动量变大,磨辊位置中心产生偏移(如果支架中心偏移较大,可以从磨辊空气密封的间隙看出来,两侧空气密封间隙会不一样大);同时由于振动和磨损使扭力杆和拉伸杆位置发生偏移,不仅使扭力杆失去保护作用,而且会对拉伸杆形成扭弯的作用,对拉伸杆产生扭矩,这是造成拉伸杆及螺栓频繁断裂的原因
检查磨辊位置时,必须把磨辊放在磨盘上,并且不施加任何研磨压力,减速机润滑站处于正常的工作状态,通过人工转动减速机和电机之间的连轴器来转动磨盘
通过人力转动磨盘一周后,测量磨辊衬板端部卡块到磨盘挡料圈边缘的距离,差值在±5mm 以内,可以认为磨辊的位置正确,否则需要进行调整,直到调整到位置正确为止
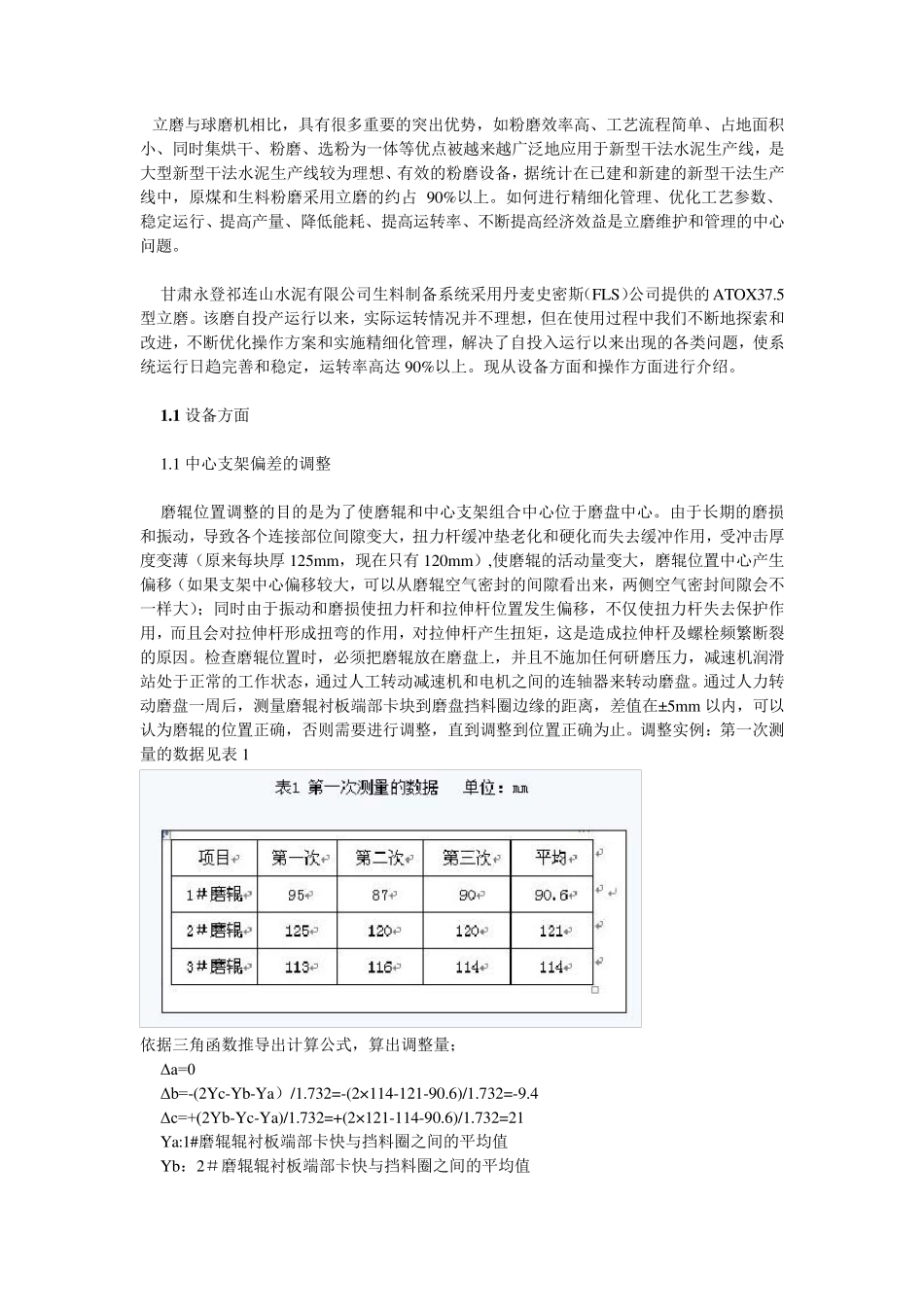
调整实例:第一次测量的数