钢梁制作方案文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]2
1钢结构加工工艺流程 2
1 钢结构构件加工工艺流程,见附图2
2 工厂制作要领2
1 材料1)本工程所有钢板采用 Q345qB 钢
钢材进厂必须具备钢材质量证明书,然后按规定进行材料复检,并出具相应的复验报告,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度允许负偏差值的 1/2
所有钢材必须符合桥梁用结构钢《GB/T714-2000》的规定
2)板材厚度控制需满足总平均厚度不得出现负公差,单批厚度不得低于-2%负公差
3)焊接材料(必须具备材料质量证明书)材质手工焊埋弧焊气体保护焊Q345qBJHE5015-3HH10Mn2G+HJ331ER50-62
2 制作1)放样、下料a
放样下料将根据施工详图和工艺要求进行,并预留制作和安装时的焊接收缩余量及切割加工余量
对于形状复杂的零部件,在图中不易确定的尺寸,将通过放样确定
下料前必须对钢料的牌号、规格、质量进行检查,如发现钢料不平直,有锈蚀、油漆等污物,应矫正清理后再下料;下料外形尺寸允许偏差为土1mm
2)切割切割前应将料面的浮锈、污物清除干净
钢板应放平垫稳,割缝下面应留有空隙
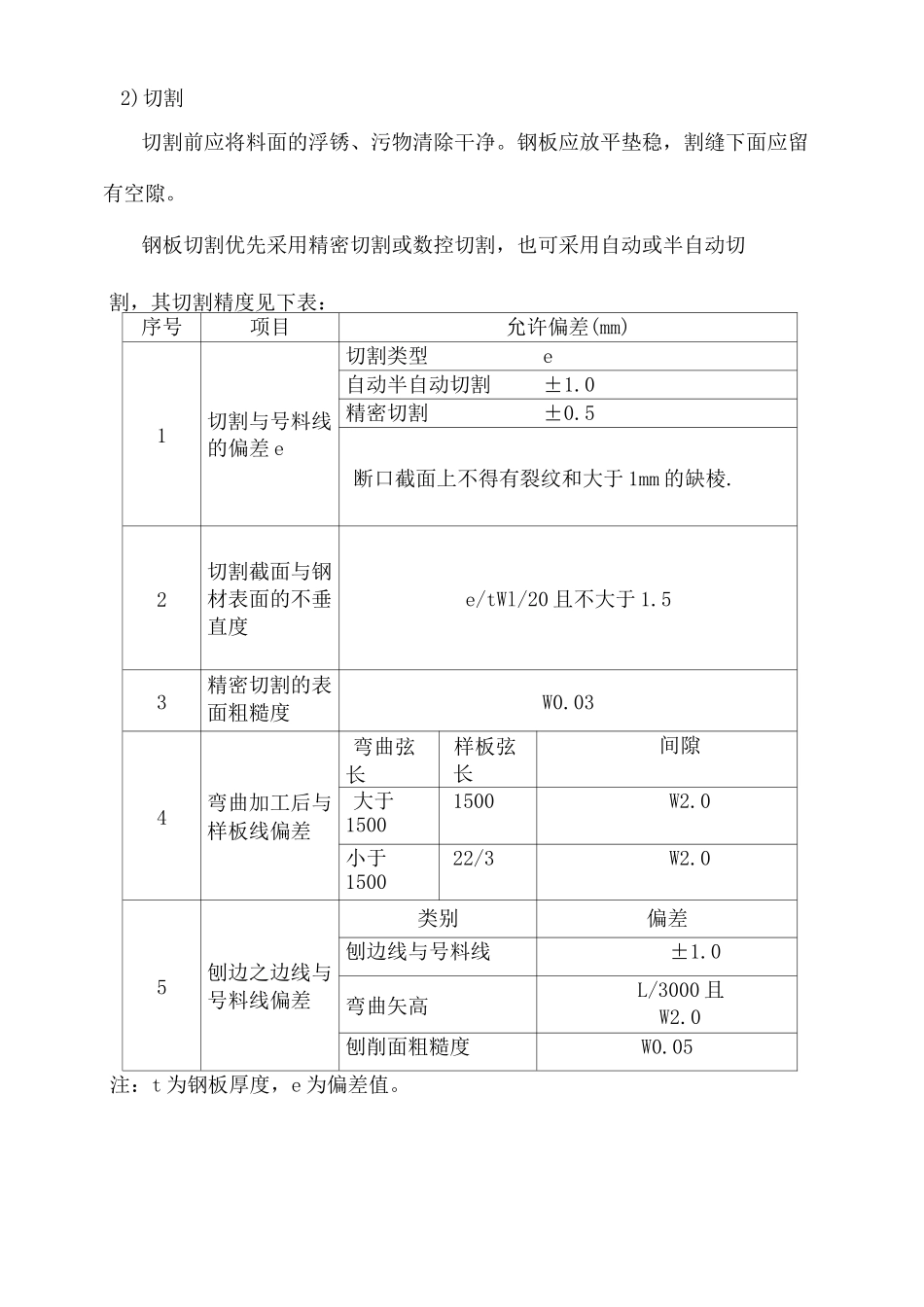
钢板切割优先采用精密切割或数控切割,也可采用自动或半自动切割,其切割精度见下表:序号项目允许偏差(mm)1切割与号料线的偏差 e切割类型e自动半自动切割±1
0精密切割±0
5断口截面上不得有裂纹和大于 1mm 的缺棱
2切割截面与钢材表面的不垂直度e/tWl/20 且不大于 1
53精密切割的表面粗糙度W0
034弯曲加工后与样板线偏差弯曲弦长样板弦长间隙大于15001500W2
0小于150022/3W2
05刨边之边线与号料线偏差类别偏差刨边线与号料线±1
0弯曲矢高L/3000 且W2
0刨削面粗糙