名翔恿線股份有限公司生產計劃管理程序書文件編號 MS-P2-0901制訂日期:89 年11 月 1 日修訂日期: 年 月 日版次:版頁 次第 1 頁共 3 頁一、目的為加強生產之管理,有效運用原物料、人力及設備(機械、機器)等,在時間上、數量上與空間上作適當分配,藉以提高生產效率並降低成本以獲致最大經濟效益
二、範圍生產線上之各製程,始自原物料之投入至包裝出貨為止,均適用之
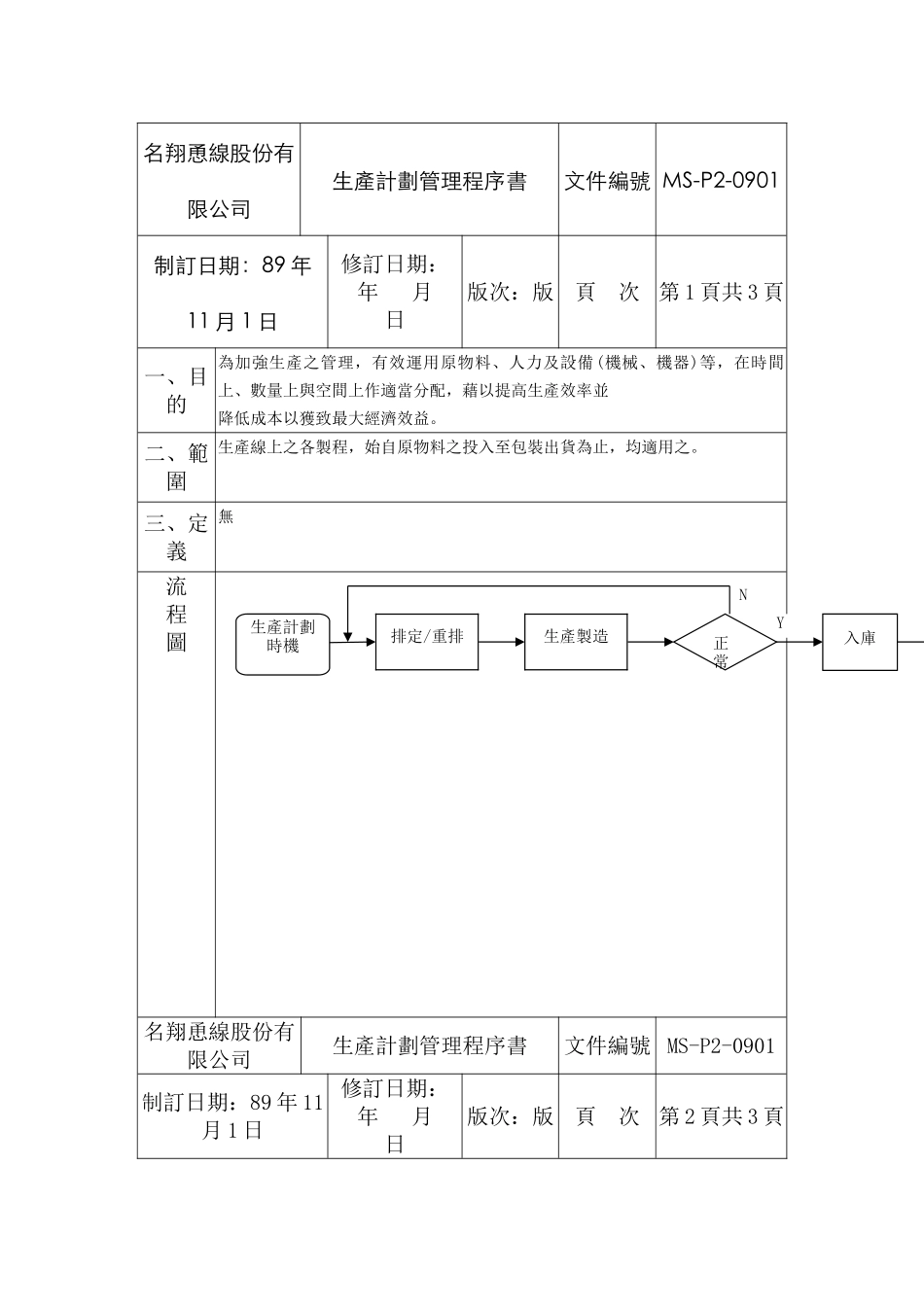
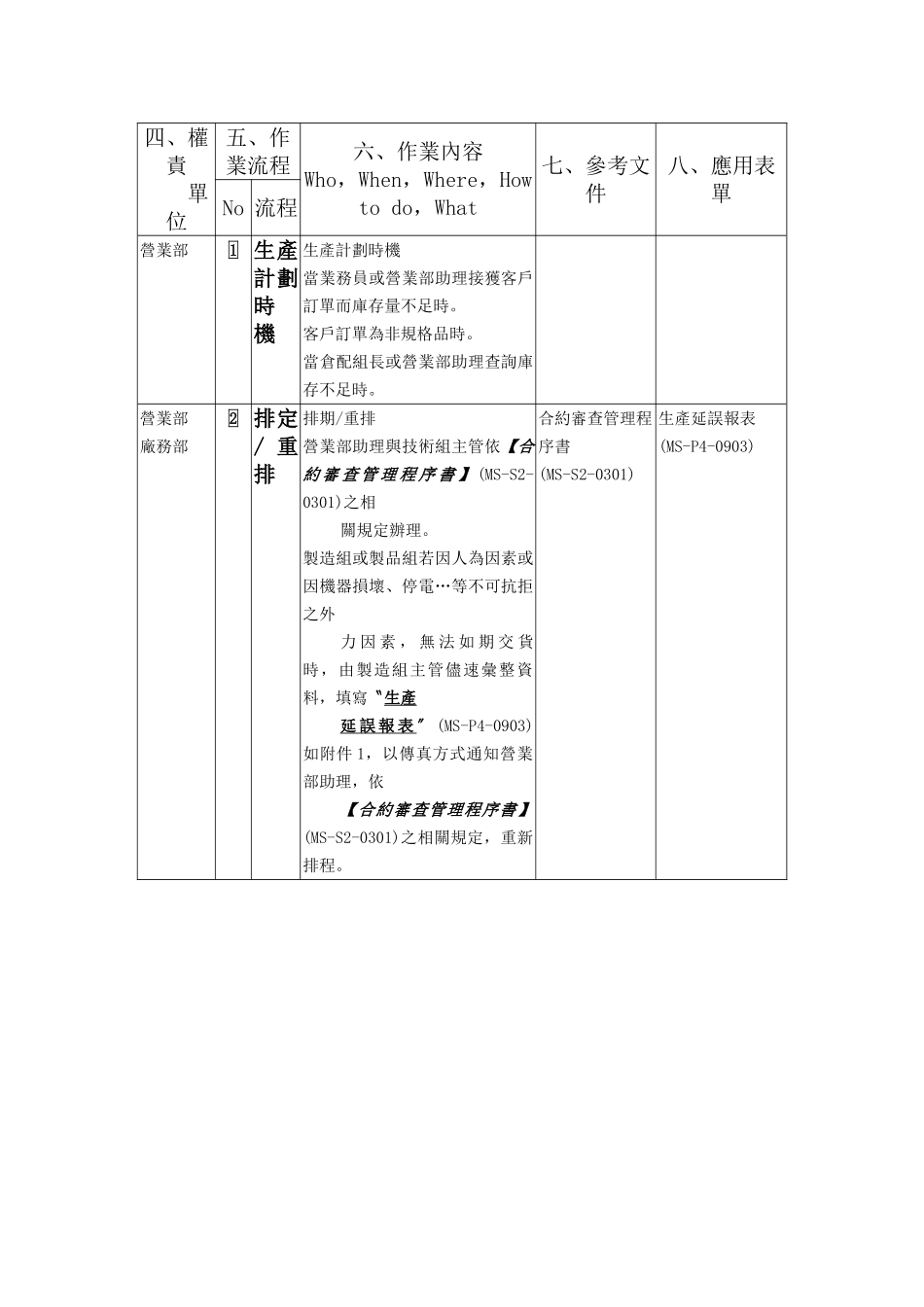
三、定義無流程圖名翔恿線股份有限公司生產計劃管理程序書文件編號 MS-P2-0901制訂日期:89 年 11月 1 日修訂日期: 年 月 日版次:版頁 次第 2 頁共 3 頁NY生產計劃時機入庫正常排定/重排生產製造四、權責單位五、作業流程六、作業內容Who,When,Where,How to do,What七、參考文件八、應用表單No 流程營業部1 生產計劃時機生產計劃時機當業務員或營業部助理接獲客戶訂單而庫存量不足時
客戶訂單為非規格品時
當倉配組長或營業部助理查詢庫存不足時
營業部廠務部2 排定/ 重排排期/重排營業部助理與技術組主管依【合約 審 查 管 理 程 序 書 】 (MS-S2-0301)之相關規定辦理
製造組或製品組若因人為因素或因機器損壞、停電…等不可抗拒之外力 因 素 , 無 法 如 期 交 貨時,由製造組主管儘速彙整資料,填寫〝生產延 誤 報 表 〞 (MS-P4-0903)如附件 1,以傳真方式通知營業部助理,依【合約審查管理程序書】(MS-S2-0301)之相關規定,重新排程
合約審查管理程序書(MS-S2-0301)生產延誤報表(MS-P4-0903)廠務部3 生產製造生產製造文書助理依確認後之〝生產計劃排 程 表 〞 (MS-P4-0901) 如 附 件2,於電腦系統開出每日之〝生產指令〞(MS-P4-0902)如附件 3,經廠務部協理核准後,發給廠務部相關人員,廠務部相