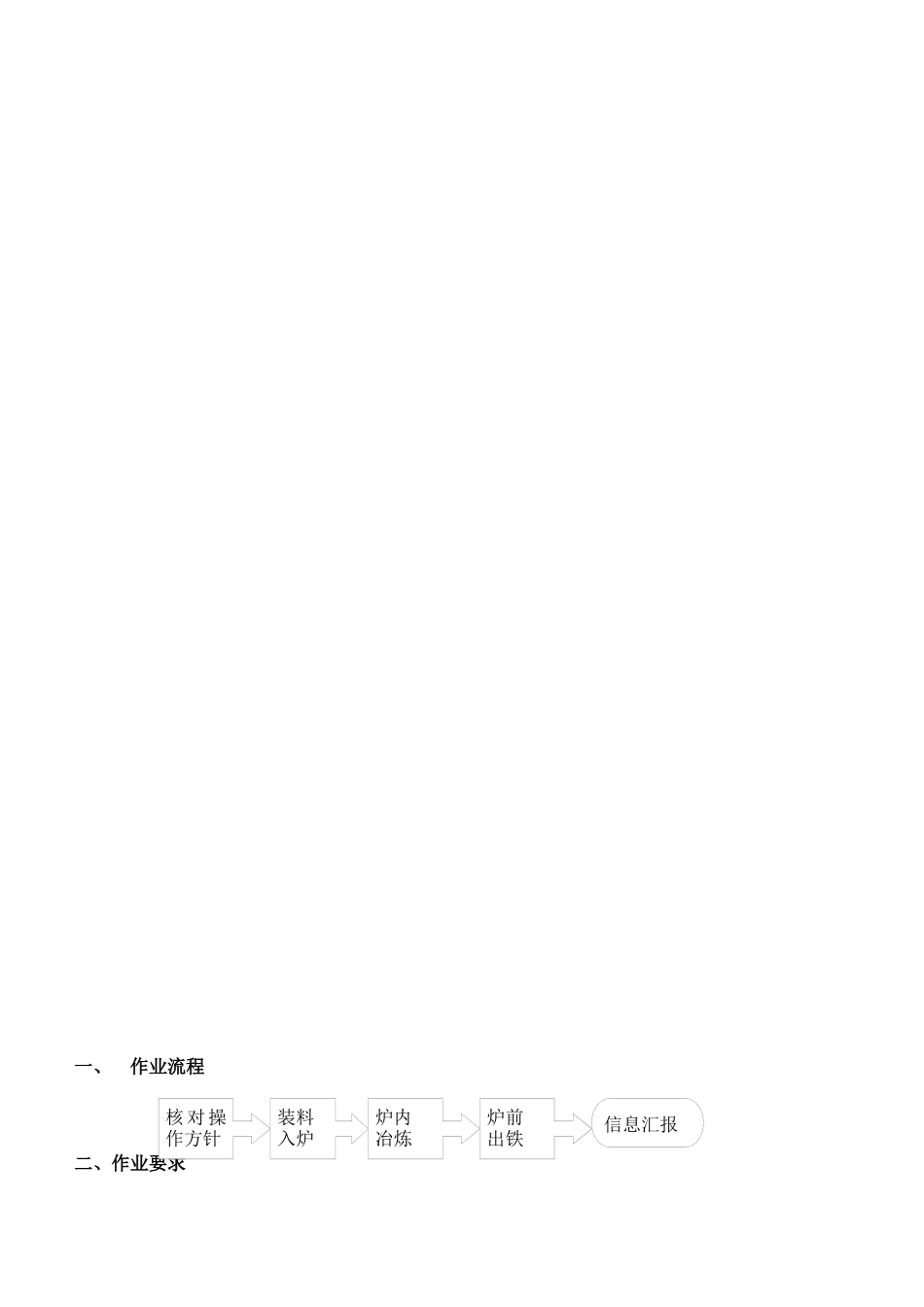
值班工长岗位作业指导书值班工长岗位作业指导书一、作业流程二、作业要求核对操作方针装料入炉炉内冶炼炉前出铁信息汇报2
1 确认各岗接班完毕,开始作业,核对方针
2 正工长与上料工核对料制:a〕变料批次;b〕焦批、矿批、酸性料重量;c〕装料顺序;d〕料线;e〕吃料仓号;f〕溜槽使用角度;g〕放料圈数
3 执行工区制定的操作方针:a
冶炼强度要求:每班下料批数;b
上料制度要求:批重、布料角度、布料圈数、料线深度;c
热制度要求:炉温控制范围、炉温波动调整幅度和方法;d
造渣制度要求:炉渣碱度范围、炉渣碱度的调整幅度和方法;e
冷却水温差要求:高炉各层冷却壁水温差的要求
4 每个白班和炉顶维护核对溜槽角度一次〔码盘显示与微机显示是否一致〕,并将核对结果记入“炼铁智能系统-炼铁厂生产日报〞
“炼铁智能系统-炼铁厂生产日报〞
原燃料入炉前,工长应检查本班入炉原燃料质量情况,发现原燃料质量异常应当实行措施
具体要求如下:核对仓号品种,关注成分、强度分析,目测颜色粒度,检查筛分设备运行,异常信息反应同时做好相应的检查记录
观察发现原燃料条件异常的时候将信息反应给生产单位和生产协调员及值班厂长,假如筛分无法保证要汇报值班厂长联系人员处理,并在配料上做出相应调整
1) 高炉工长根据热工参数、风口观察、下料速度、出铁观察、渣铁化验分析结果,结合原燃料质量变化,通过调节四大操作制度,使炉况顺行,铁水质量控制在工区制定的操作方针范围之内,并把相关数据及状态记入“炼铁智能系统—炼铁厂生产日报〞,正常炉内冶炼标志如下:2) 风压、风量、顶压、透气性相匹配,风压风量曲线相对稳定,无锯齿状,根本直线
3) 炉顶煤气压力相对稳定,无突出向上尖峰,放料时曲线下降
4) 炉顶温度各点相互交织规那么、温度相近,炉顶温度控制参照干除尘煤气入口温度,干除尘入口温度小于 100℃或大于 25