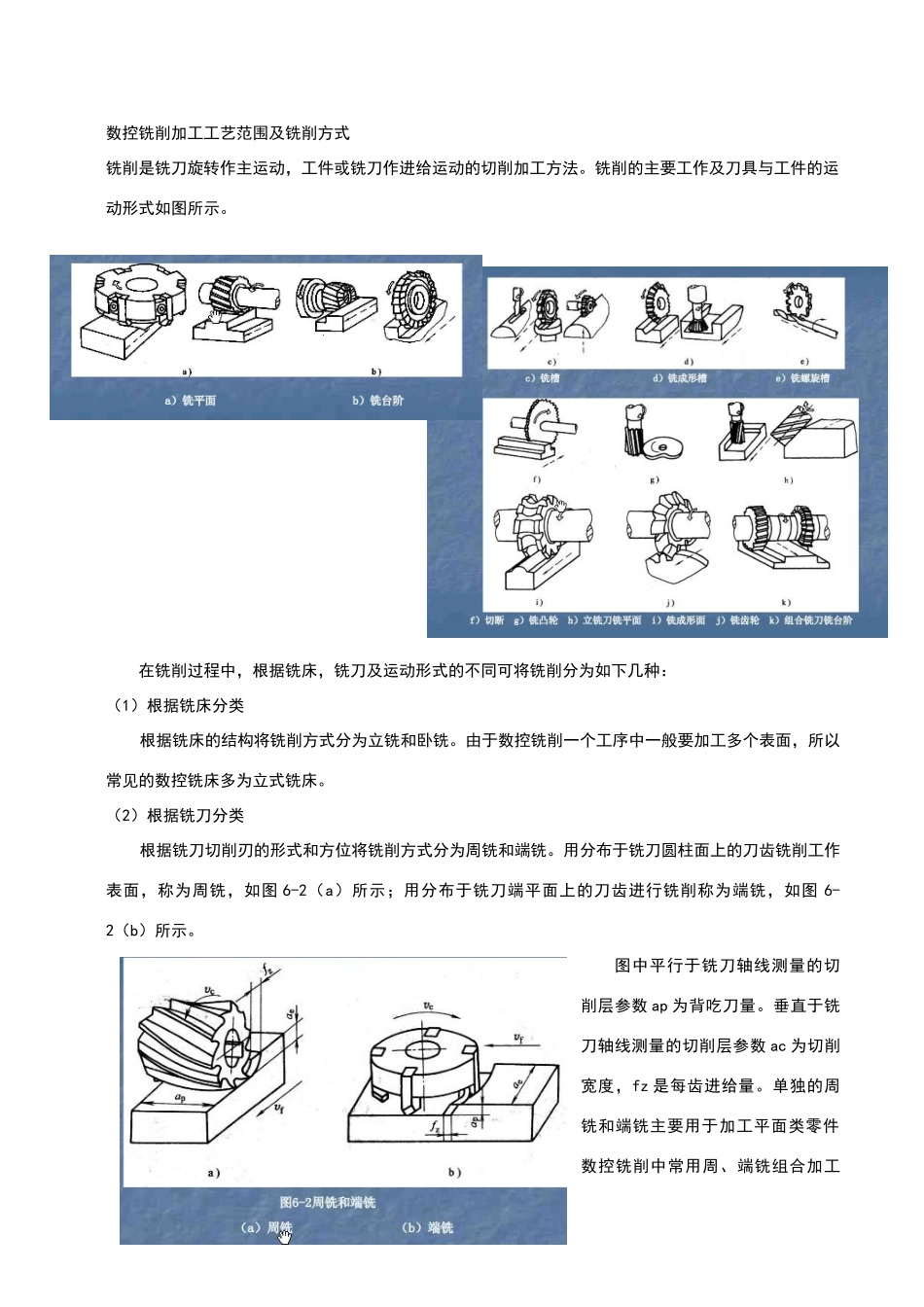
数控铣削加工工艺范围及铣削方式铣削是铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法
铣削的主要工作及刀具与工件的运动形式如图所示
在铣削过程中,根据铣床,铣刀及运动形式的不同可将铣削分为如下几种:(1)根据铣床分类根据铣床的结构将铣削方式分为立铣和卧铣
由于数控铣削一个工序中一般要加工多个表面,所以常见的数控铣床多为立式铣床
(2)根据铣刀分类根据铣刀切削刃的形式和方位将铣削方式分为周铣和端铣
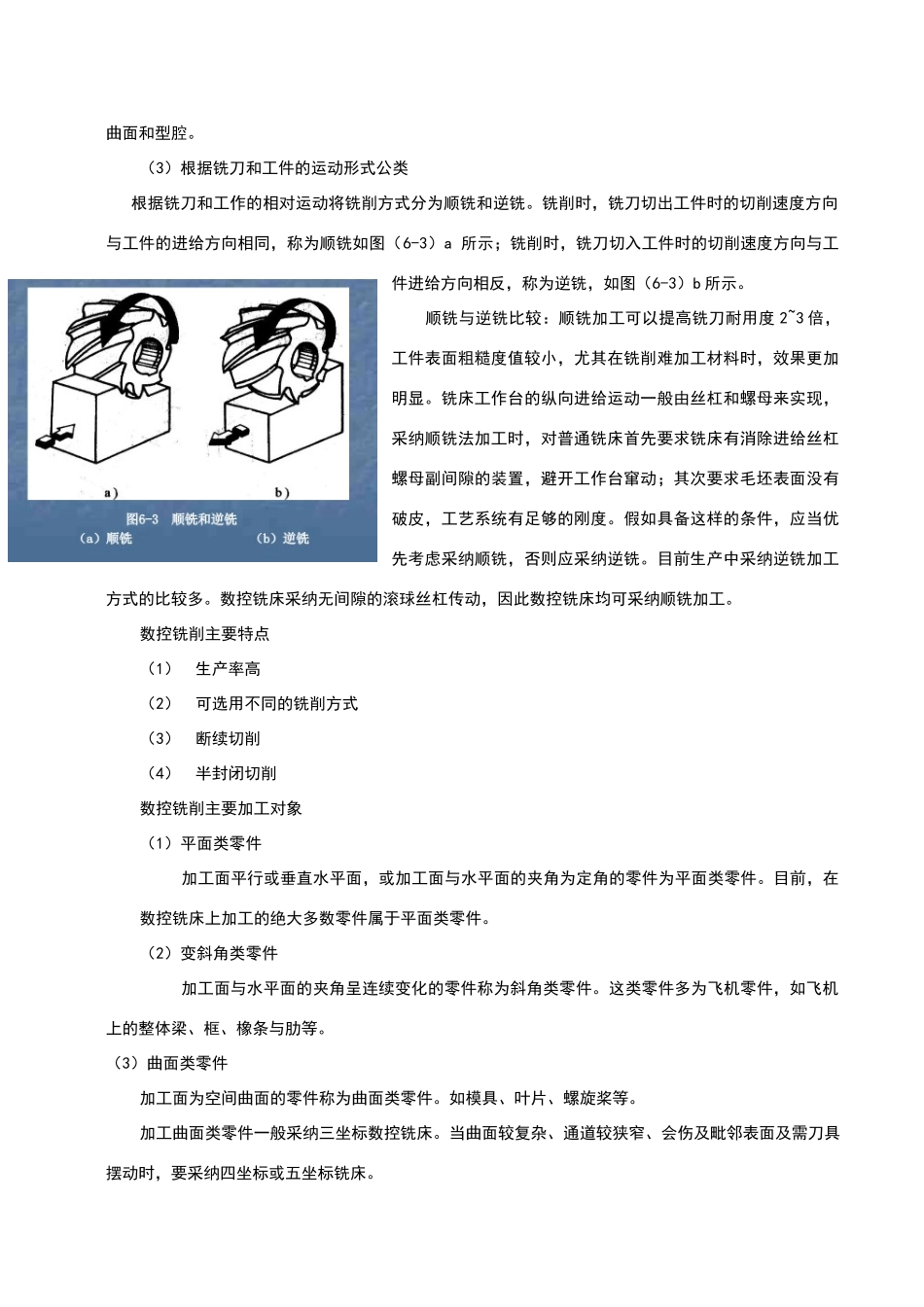
用分布于铣刀圆柱面上的刀齿铣削工作表面,称为周铣,如图 6-2(a)所示;用分布于铣刀端平面上的刀齿进行铣削称为端铣,如图 6-2(b)所示
图中平行于铣刀轴线测量的切削层参数 ap 为背吃刀量
垂直于铣刀轴线测量的切削层参数 ac 为切削宽度,fz 是每齿进给量
单独的周铣和端铣主要用于加工平面类零件数控铣削中常用周、端铣组合加工曲面和型腔
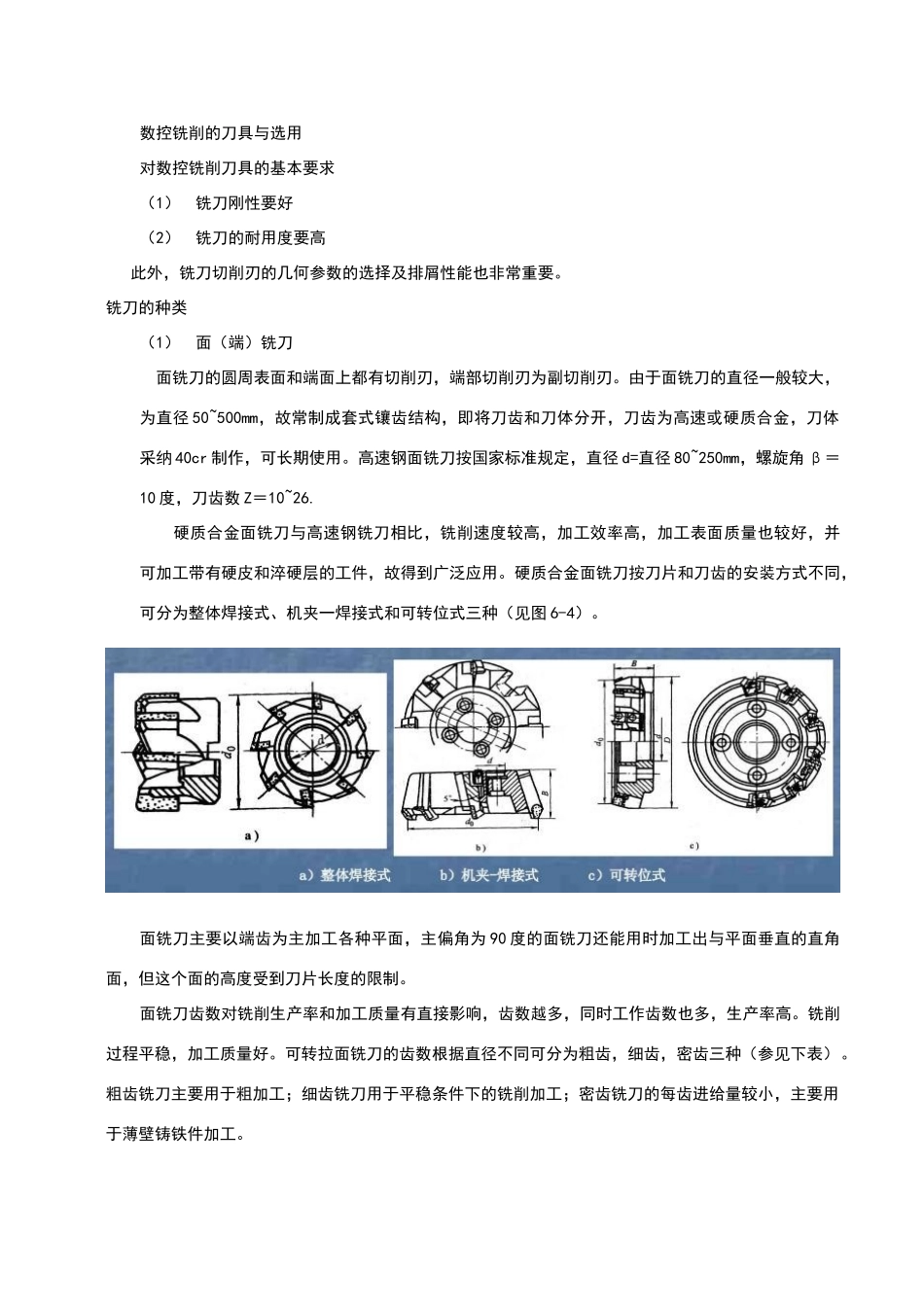
(3)根据铣刀和工件的运动形式公类 根据铣刀和工作的相对运动将铣削方式分为顺铣和逆铣
铣削时,铣刀切出工件时的切削速度方向与工件的进给方向相同,称为顺铣如图(6-3)a 所示;铣削时,铣刀切入工件时的切削速度方向与工件进给方向相反,称为逆铣,如图(6-3)b 所示
顺铣与逆铣比较:顺铣加工可以提高铣刀耐用度 2~3 倍,工件表面粗糙度值较小,尤其在铣削难加工材料时,效果更加明显
铣床工作台的纵向进给运动一般由丝杠和螺母来实现,采纳顺铣法加工时,对普通铣床首先要求铣床有消除进给丝杠螺母副间隙的装置,避开工作台窜动;其次要求毛坯表面没有破皮,工艺系统有足够的刚度
假如具备这样的条件,应当优先考虑采纳顺铣,否则应采纳逆铣
目前生产中采纳逆铣加工方式的比较多
数控铣床采纳无间隙的滚球丝杠传动,因此数控铣床均可采纳顺铣加工
数控铣削主要特点(1)生产率高(2)可选用不同的铣削方式(3)断续切削(4)半封闭切削数控铣削主要加工对象(1)平面类零件 加