-1-、屋面梁与钢柱上下翼缘焊接1
屋面梁与柱接口上下翼缘在屋面梁就位,腹板扭剪型高强螺栓终拧后,即可进行焊接
上翼缘为一级焊缝,下翼缘为二级焊缝
焊缝区域 30-50mm 范围内铁锈、毛刺、污垢清除干净,垫板与母材底面贴紧,保证焊接金属与垫板完全融合
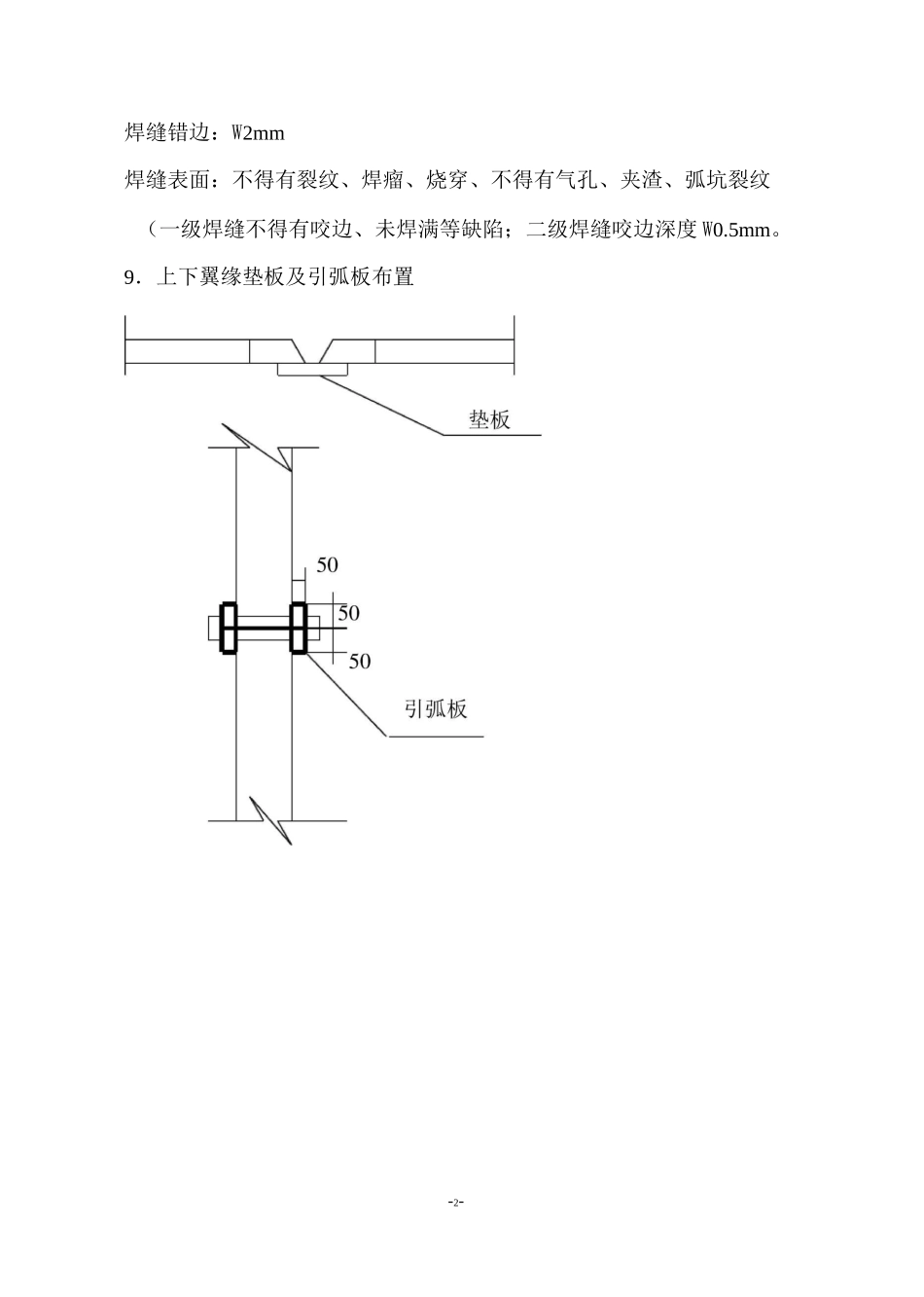
焊接前先将衬板焊接在屋面梁上,接口两端焊接引弧板,引弧板长度 50mm,宽度 50mm,焊接时必须从引弧板上引弧,焊缝引出长度应大于 25mm,保证焊缝起头部位焊肉饱满
焊接完毕后用火焰切除引弧板,并沿受力方向修磨完整,严禁用锤击落
施焊前对屋面梁接口进行调整:(1)对接间隙:2mm;(2)对接高差:W3mm;(3)错边:3mm
焊条采用 E5015,焊条直径©3
2、©4、05mm,烘干温度:300-350oC烘干后现场采用保温桶保温
坡口底层焊道采用 3
2mm 焊条,中间层焊接用05mm 焊条,分 5 层焊接,每层焊接时要及时清除氧化物、熔渣,最后一层用04mm 焊条,焊条必须烘干,高空焊接用保温桶保温,上下翼缘焊缝完,用超声波检查焊接质量
焊条与电源匹配参数:焊条直径(mm)3
245电源(A)100-130160-210200-2708
焊接外观检验:对接接头焊缝余高:0-4mm-2-焊缝错边:W2mm焊缝表面:不得有裂纹、焊瘤、烧穿、不得有气孔、夹渣、弧坑裂纹(一级焊缝不得有咬边、未焊满等缺陷;二级焊缝咬边深度 W0
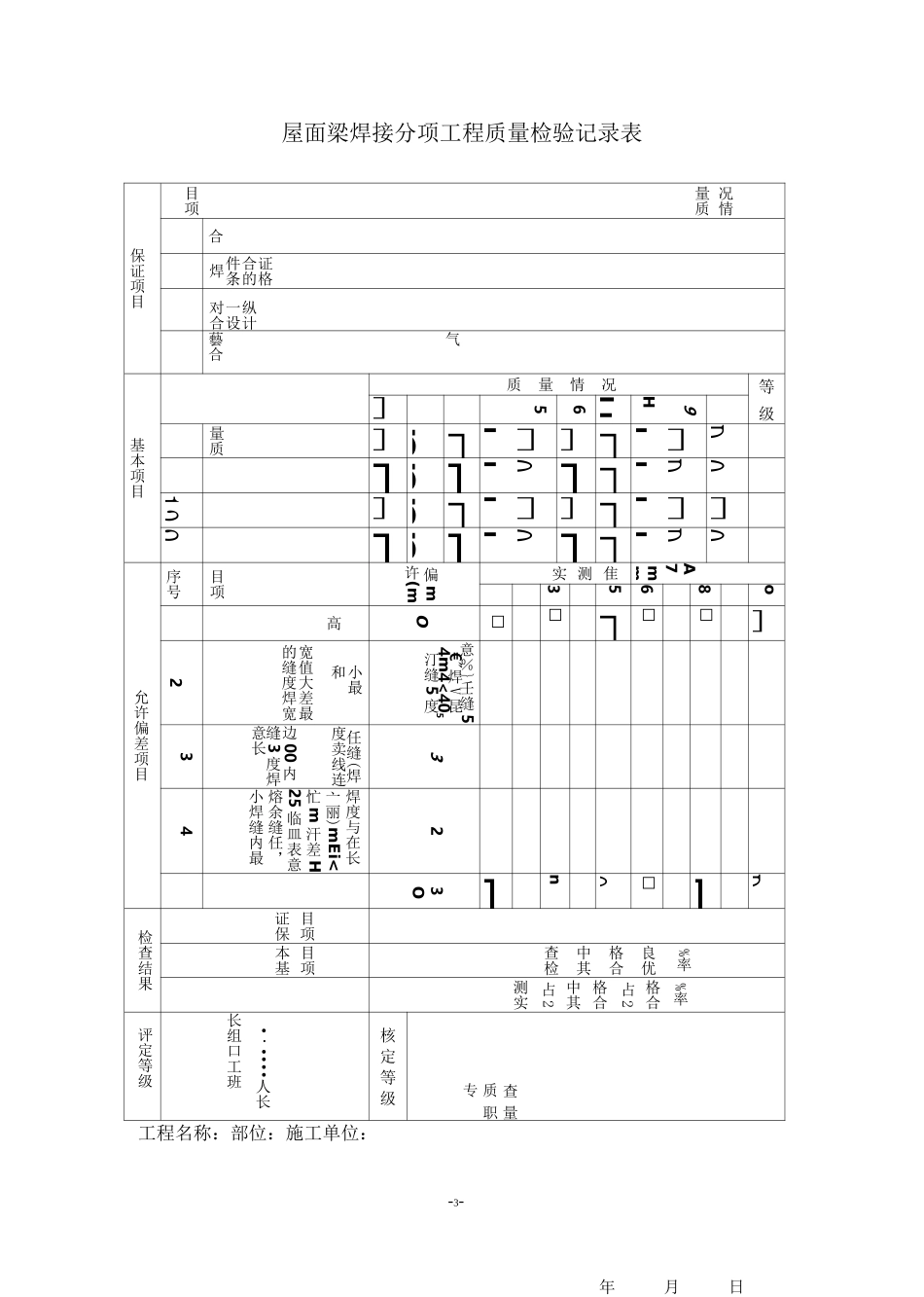
9.上下翼缘垫板及引弧板布置-3-屋面梁焊接分项工程质量检验记录表保证项目目项况情量质合证格合的件条焊纵计一设对合气藝合基本项目况情量质等级□56三H9量质□n□匚□□□匚□Dn口n口匚0口□匚D0n13□n□匚□□□匚□□n2口n口匚0口□匚D0n允许偏差项目序号目项偏m许(m隹测实A7mm3568o高O□□□ □□□□2小最和宽值大差最的缝度焊宽意%}