主题内容及使用范围为了保证电力器材热浸镀锌质量符合现行国标,特指定本检验法律规范及检验方法
执行本法律规范必须在健全质检科质量管理制度的基础上仔细执行监督检查,对镀锌件做重点抽检
质检员对镀锌件质量逐项进行外观检查,并应符合下列要求:镀锌件表面应具有适用性光滑
搭接处不应有毛刺、滴瘤和多余结块,非搭接处允许有毛刺和多余结块,但高度超过1 毫米,面积又比较大时要返工重新镀
不得有过酸洗或镀锌缺陷
不得附着飞溅锌渣、锌灰等影响使用光洁
不得有锌渣堵孔
黑件在镀锌前熔渣、焊后药皮及油垢等必须彻底清除洁净
镀锌附着量锌层厚度
镀锌件厚度小于 5 毫米时,锌附着量应不低于 460g/m2 及锌厚度应不低于 65 微米
镀锌件厚度大于等于 5 毫米时,锌附着量应不低于 610g/m2 及锌层厚度不低于 86 微米
镀锌件锌层应均匀,用硫酸铜溶液浸蚀 4 次不露铁
镀锌件的锌层应与基本金属结构牢固,经锤击试验,锌层不脱落不凸起
4 试验方法锌附着量测定采纳测厚仪测出锌层厚度
锌层均匀性测定采纳硫酸铜溶液浸蚀锌层附着性测定采纳锤击试验5 铁塔规定铁塔铁附件镀锌附着量和锌层均匀性,附着性应做抽样试验,不符合本规定技术要求的为不合格品
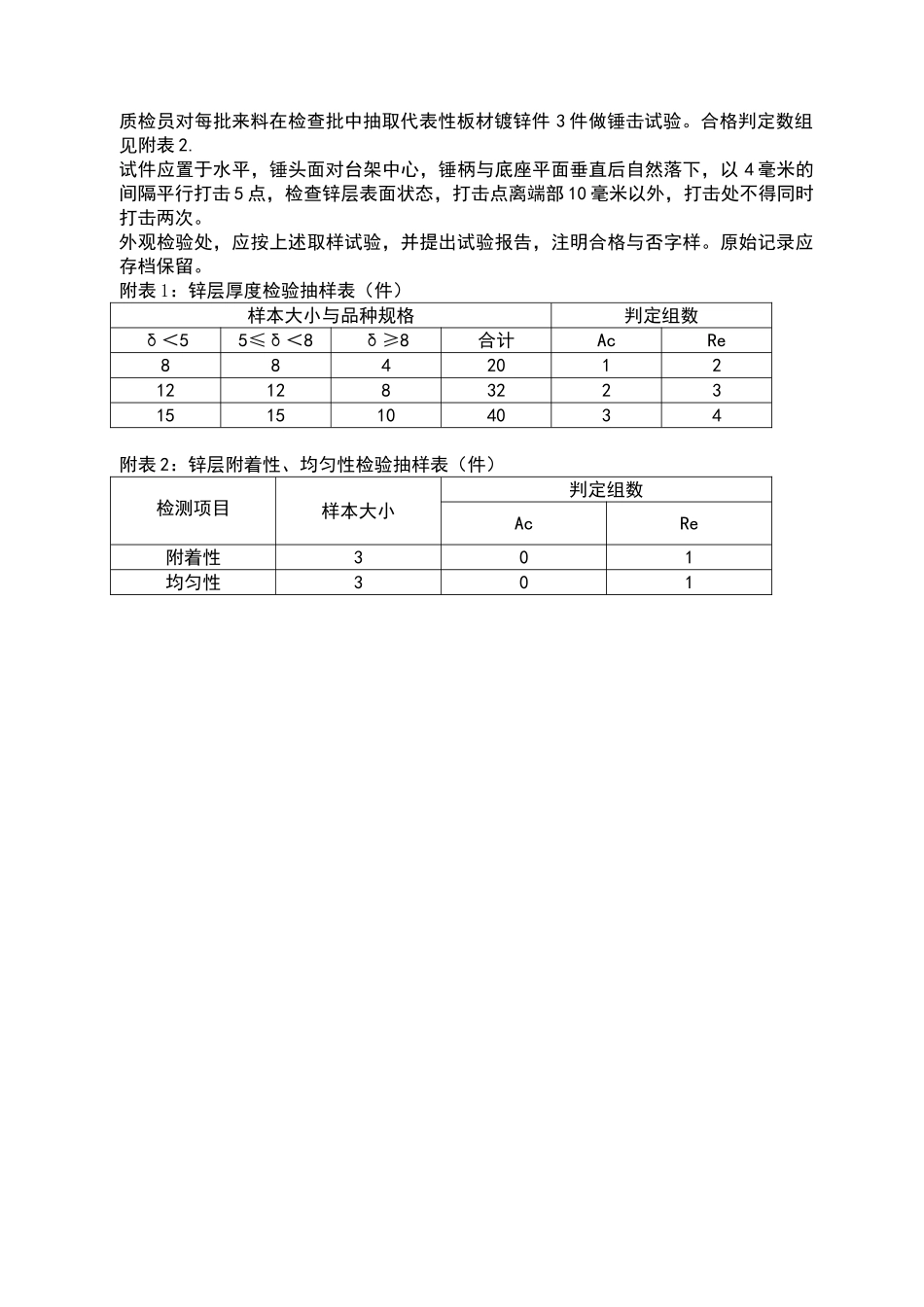
镀锌件锌层厚度用测厚仪测试,质检员对每批来料在检查中随机抽取 δ