焊接工艺评定报告材料成型及控制工程专业(焊接方向)课程设计学生姓名 专业班级 所在院系 材料科学与工程学院 指导老师 完成日期 2024 年 3 月 21 日单位名称: 共 6 页 第 1 页焊 接 工 艺 评 定 报 告焊评编号〔PQR No
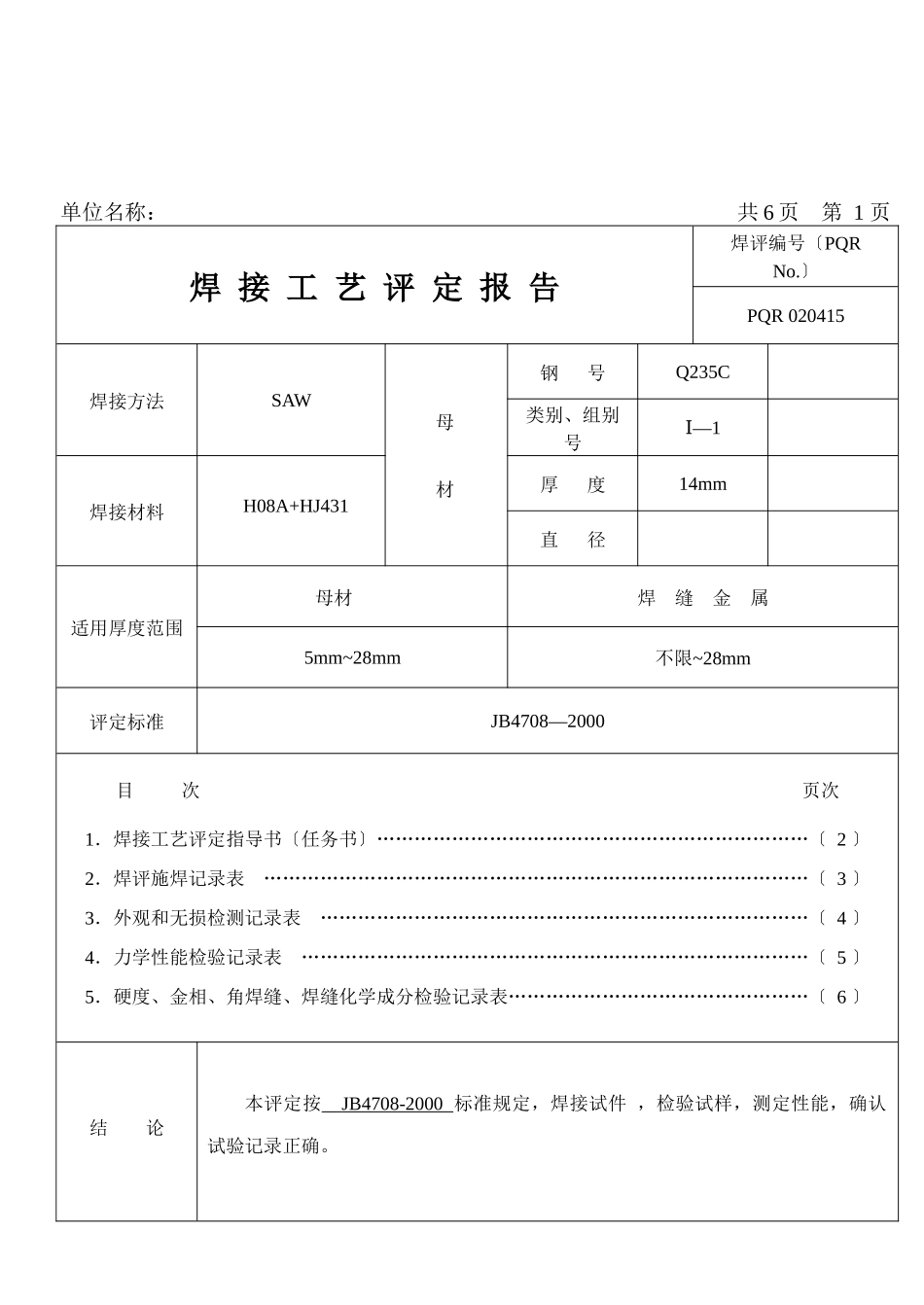
〕PQR 020415焊接方法SAW母 材钢 号Q235C类别、组别号—1Ⅰ焊接材料H08A+HJ431厚 度14mm直 径适用厚度范围母 材焊 缝 金 属5mm~28mm不限~28mm评定标准JB4708—2000目 次 页次1.焊接工艺评定指导书〔任务书〕……………………………………………………………〔 2 〕2.焊评施焊记录表 ……………………………………………………………………………〔 3 〕3.外观和无损检测记录表 ……………………………………………………………………〔 4 〕4.力学性能检验记录表 ………………………………………………………………………〔 5 〕5.硬度、金相、角焊缝、焊缝化学成分检验记录表…………………………………………〔 6 〕结 论本评定按 JB4708-2000 标准规定,焊接试件 ,检验试样,测定性能,确认试验记录正确
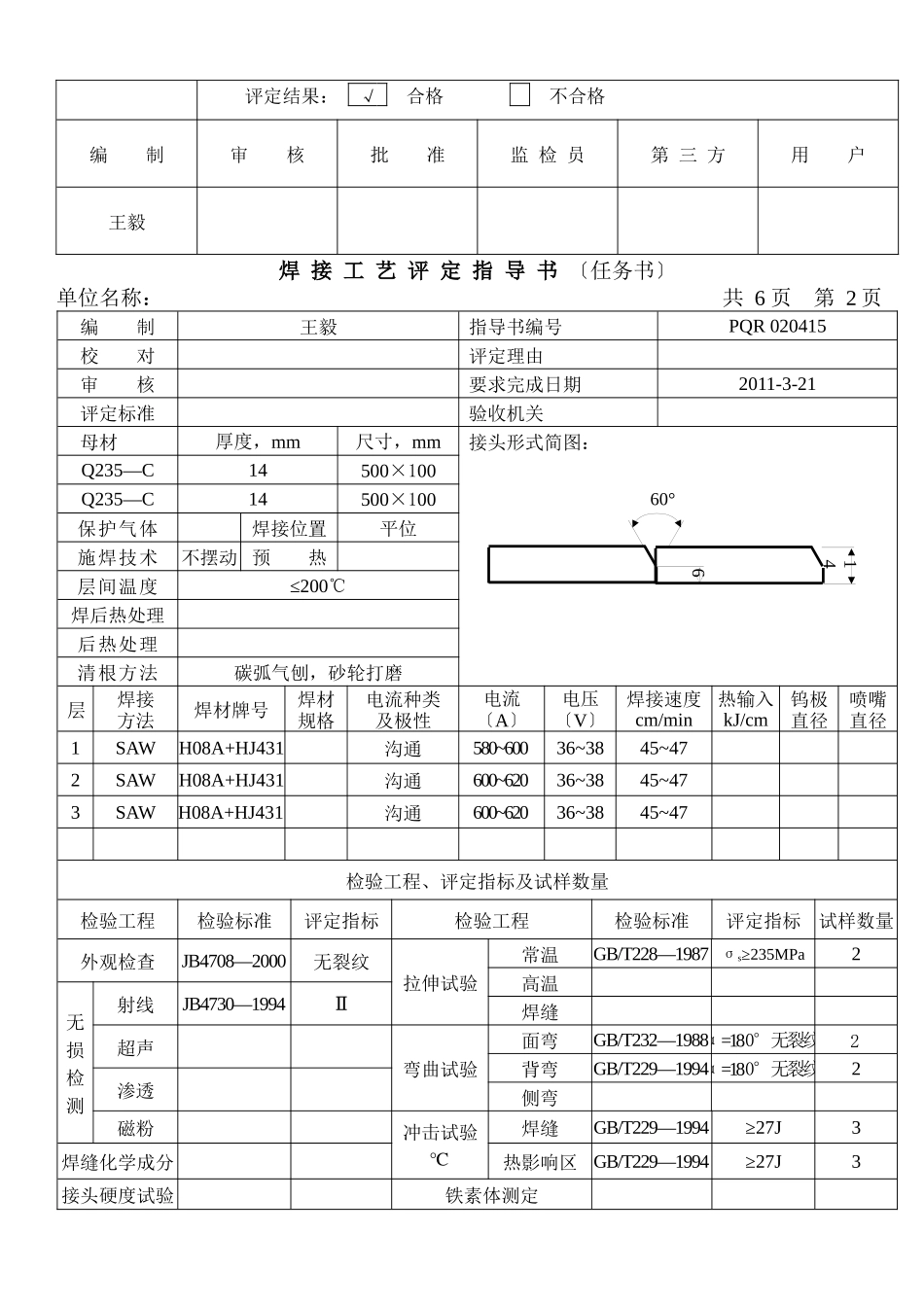
14 60°6评定结果: √ 合格 不合格编 制审 核批 准监 检 员第 三 方用 户王毅焊 接 工 艺 评 定 指 导 书 〔任务书〕单位名称: 共 6 页 第 2 页编 制王毅指导书编号PQR 020415校 对评定理由审 核要求完成日期2011-3-21评定标准验收机关母 材厚度,mm尺寸,mm接头形式简图:Q235—C14500×100Q235—C14500×100保护气体焊接位置平位施焊技术不摆动 预 热层间温度≤200℃焊后热处理后热处理清根方法碳弧气刨,砂轮打磨层焊接方法焊材牌号焊材规格电流种类及极性电流〔A〕电压〔V〕焊接速度cm/min热输入kJ/cm钨极直径喷