目 录 新建赣韶铁路道岔焊接施工专项方案一、编制依据根据中华、客货共线铁路轨道工程施工技术指南 TZ201-2024
新建赣州至韶关铁路工程的无缝线路设计图纸;施工合同以及合同的有效组成文件;1
4 钢轨焊接试验参数;二、工程概况新建赣韶〔赣州~韶关〕铁路地处我国华南地区的江西省和广东省,位于赣南和粤北两地区,连接我国两条南北铁路大干线——京广线和京九线
线路自京九铁路南康站引出,经江西省南康市、大余县,广东省南雄、始兴、仁化等市县,接入京广铁路韶关东站
全线共 16 个车站,其中新建车站 14 个,新建线路所 1 个,改建车站 1 个即韶关东站,道岔 113 组
三、劳动力配置针对道岔焊接施工及数量,全线站场内道岔焊接数量为 1000 个头
根据现阶段站场铺设情况以及施工进度方案,本次腊石坝车站道岔铝热焊配置 1组共 24 人专业道岔钢轨铝热焊施工队伍进行施工
其中 4 人为专业焊接人员,其余为劳动力
根据以往道岔接触焊 1 个头需要 30 分钟完成,这期间需进行钢轨对正、钢轨打磨、焊接道岔、焊头打磨、完成作业
为此,工程部经过讨论决定,道岔焊接采纳流水线作业施工,共分 3 组进行道岔焊接
一组为钢轨对正及打磨、二组为道岔焊接及打磨、三组为安装扣配件及调整线路方向
四、机具设备根据腊石坝车站焊接数量及施工进度方案,配制专业机具设备进行钢轨铝热焊施工,主要工具见附表:五、铝热焊接工艺流程图和焊接顺序图5
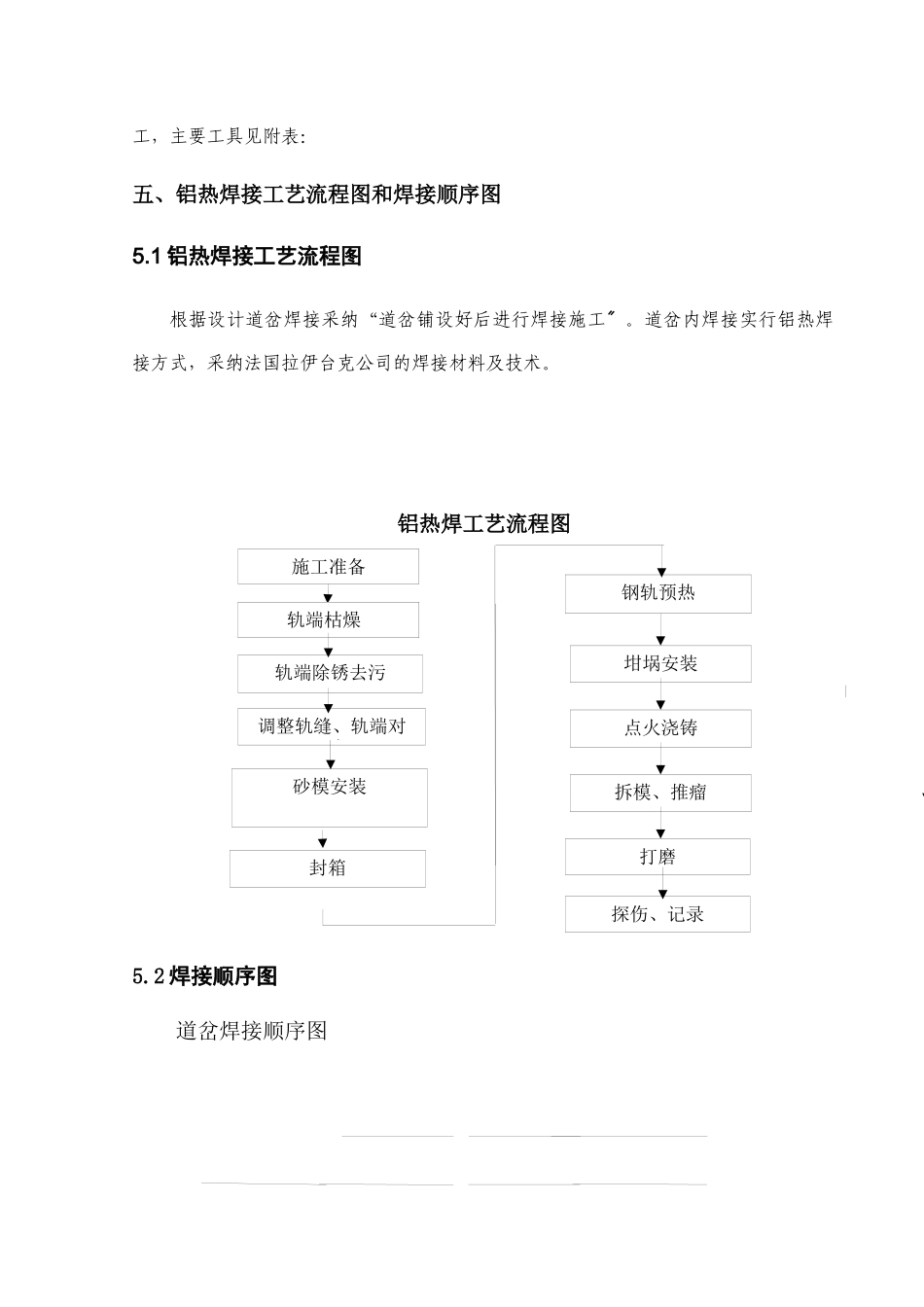
1 铝热焊接工艺流程图根据设计道岔焊接采纳“道岔铺设好后进行焊接施工
道岔内焊接实行铝热焊〞接方式,采纳法国拉伊台克公司的焊接材料及技术
铝热焊工艺流程图 5
2 焊接顺序图道岔焊接顺序图施工准备轨端枯燥轨端除锈去污调整轨缝、轨端对正拆模、推瘤砂模安装钢轨预热坩埚安装点火浇铸打磨封箱探伤、记录524136按上图所示焊接顺序,顺序为 1、2、3、4、5、6、详述如下:① 辙叉