2 工艺管道施工方法及技术要求4
1 根据现场各种管线布置情况和流程顺序,根据施工现场作业条件结合设备具体情况尽量实行整体吊装方法进行施工
设备现场水平运输,根据设备的重量、规格、形状实行不同规格汽车拖运,地面结合现场设置 3t、5t 手动葫芦吊装,8t、16t、25t 液压汽车起重机配合吊装
焊接电源设备及焊接材料的选择4
1 焊接电源设备焊接不锈钢根据其性能应采纳直流电源,焊接设备我们采纳国产逆变式 DC—500 弧焊电源
该焊机具备下向焊、TIG 焊等功能,也可实现普通焊
可实现打底焊、填充焊和盖面焊,是一种环境适应性强、综合性能优异的新一代弧焊设备,完全可满足本工程要求
2 焊丝采 纳 和 管 材 ( 1Cr18Ni9Ti ) 相 同 或 相 近 的 牌 号 焊 丝(0Cr20Ni10Ti)作为填充材料,以确保焊缝金属组织和机械性能
根据管材厚度,焊丝直径采纳 Φ2
3 氩气应选用纯度为 99
95%的氩气,若杂质含量过多,会削弱氩气的保护效果,直接影响焊缝质量
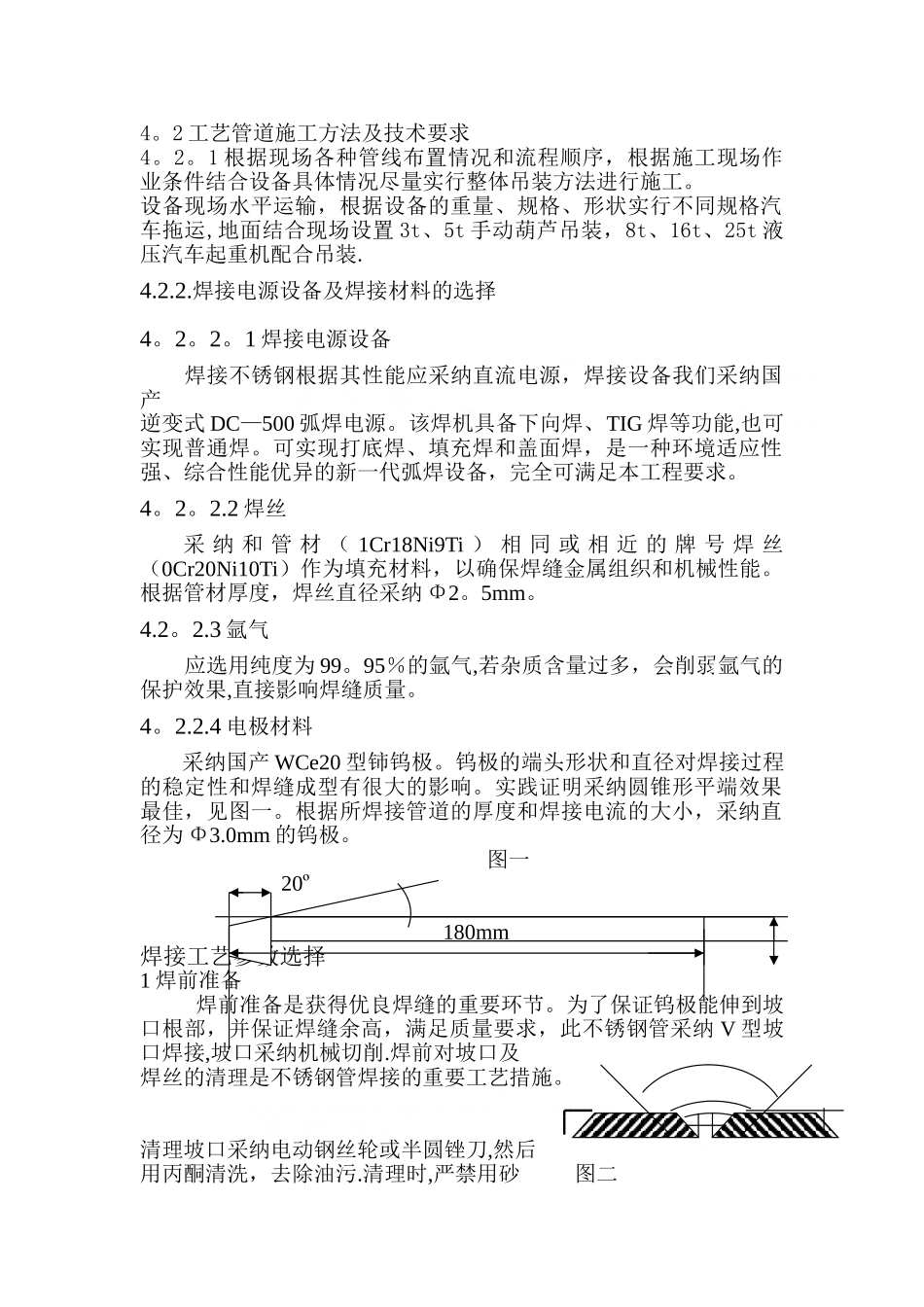
4 电极材料采纳国产 WCe20 型铈钨极
钨极的端头形状和直径对焊接过程的稳定性和焊缝成型有很大的影响
实践证明采纳圆锥形平端效果最佳,见图一
根据所焊接管道的厚度和焊接电流的大小,采纳直径为 Φ3
0mm 的钨极
图一 20º180mm 焊接工艺参数选择1 焊前准备焊前准备是获得优良焊缝的重要环节
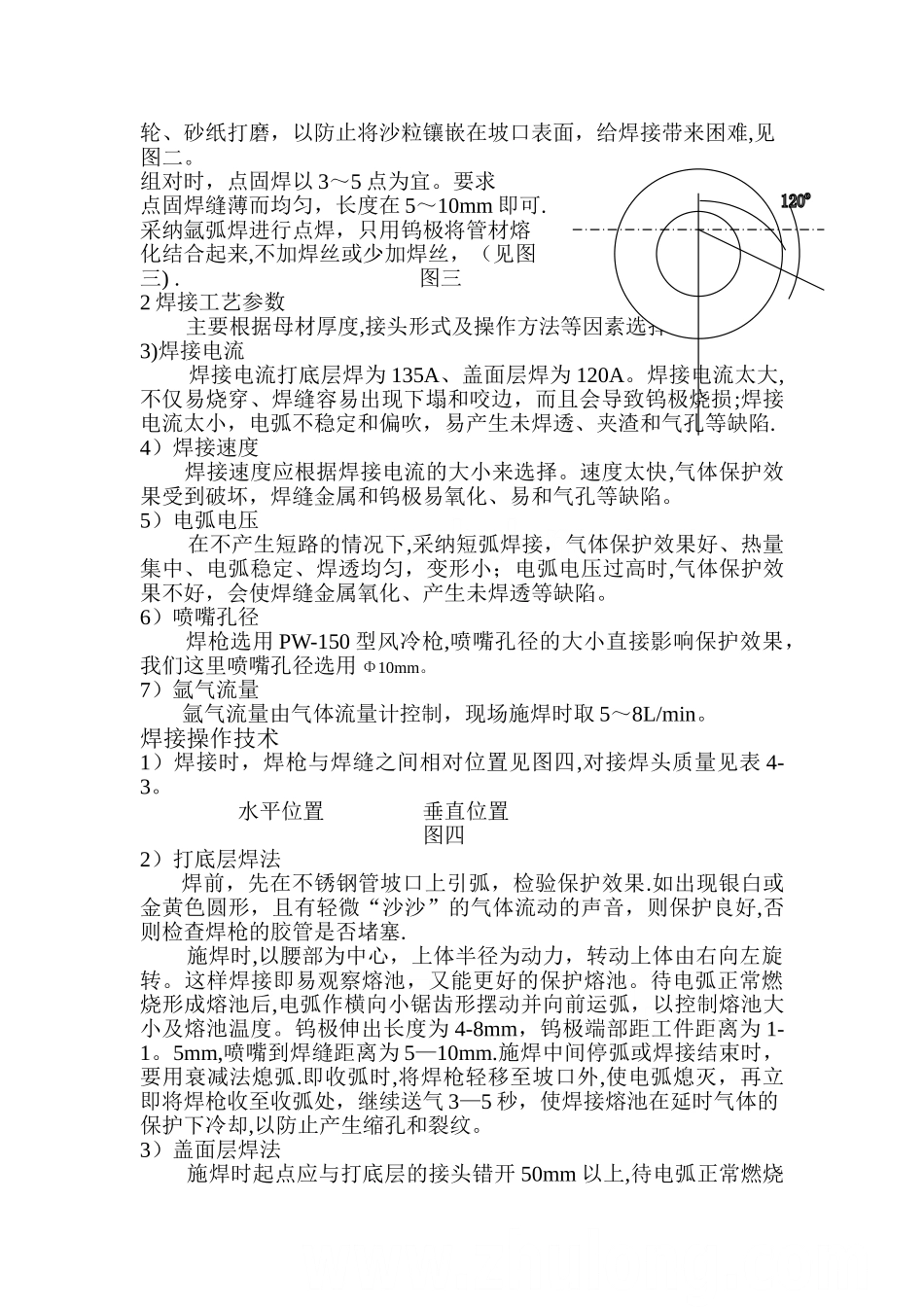
为了保证钨极能伸到坡口根部,并保证焊缝余高,满足质量要求,此不锈钢管采纳 V 型坡口焊接,坡口采纳机械切削
焊前对坡口及焊丝的清理是不锈钢管焊接的重要工艺措施
清理坡口采纳电动钢丝轮或半圆锉刀,然后用丙酮清洗,去除油污
清理时,严禁用砂 图二轮、砂纸打磨,以防止将沙粒镶嵌在坡口表面,给焊接带来困难,见图二
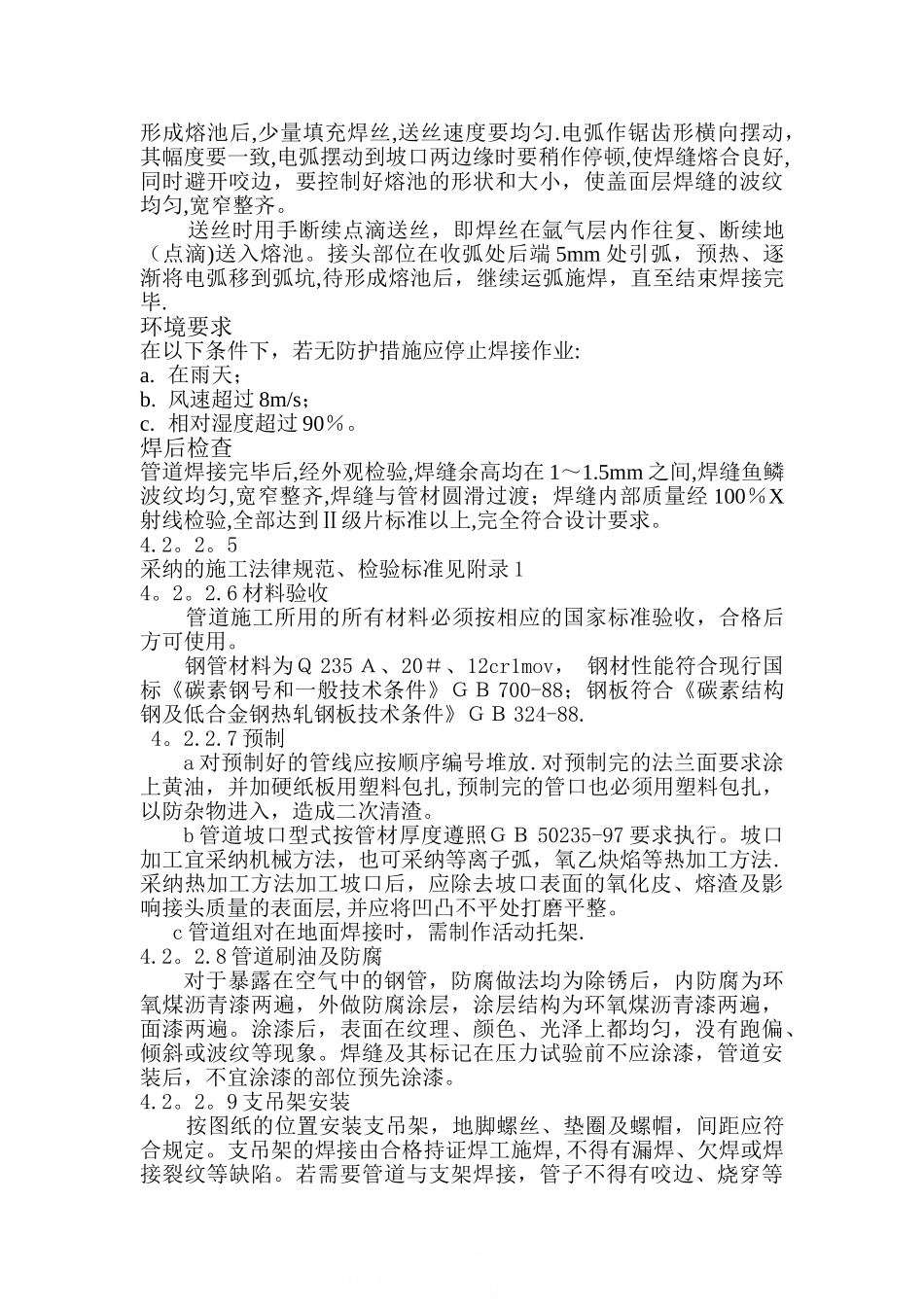
组对时,点固焊以 3~5 点为