1 无砟轨道工程1
1 工程概况本标段全线无砟轨道铺轨公里 45
9917km,其中Ⅲ型板无砟轨道桥梁段铺轨公里 41
3985km,路基段铺轨公里 2
883km,轨枕埋入式无砟轨道铺轨公里 0
4868km,CRTSⅠ 型双块式无砟轨道铺轨公里 1
2234km,需铺设Ⅲ型板 28588 块
本标段无砟轨道工程施工主要为 CRTSⅢ 型板预制及铺设
2 总体施工方案本标段 CRTSⅢ 型板式无砟轨道共分为两段施工
首先,要进行混凝土底座及挡水台的现浇施工,混凝土采纳拌和站集中拌制,混凝土搅拌车运输,汽车泵泵送上桥,振捣密实
轨道板在预制厂预制后用平板卡车运输到本标段的集中存板场,再通过沿线的施工便道运输至铺设孔跨的桥下便道上,由铺板龙门吊或吊车吊装上桥进行粗铺
采纳 CRTSⅢ 型板精调系统完成轨道板精调作业
自密实混凝土采纳吊装灌注,采纳拌合站集中拌制,由吊车吊装上桥,利用灌注平台与料斗连接,进行连续灌注
无砟轨道施工应按预制规模化、工艺标准化、测量专业化的原则组织施工
无砟轨道板提前集中预制,本标段设置 CRTSⅢ 型板式无砟轨道板预制厂 1 处
砼枕、双块式轨枕外购
CRTSⅢ 型板预制板场由预制生产区、钢筋加工区、养护区、混凝土制备区、材料存放区、轨道板存放区、辅助生产区、办公生活区八部分组成,应根据现场地形,因地制宜,力求紧凑,满足板生产工艺和施工工期要求,做到工序衔接 合理,物流顺畅,生产规模适度预留余量
轨道板预制采纳并联式短线台座法生产,生产时间按 18h 计算,考虑检 修、保养等因素,台座占用时间约为 20~24h 计算,则单台座每工作日生产轨道板工效按 1
2 块计算,每月实际工作日按 25d 计,每台座每月 生产 25~30 块
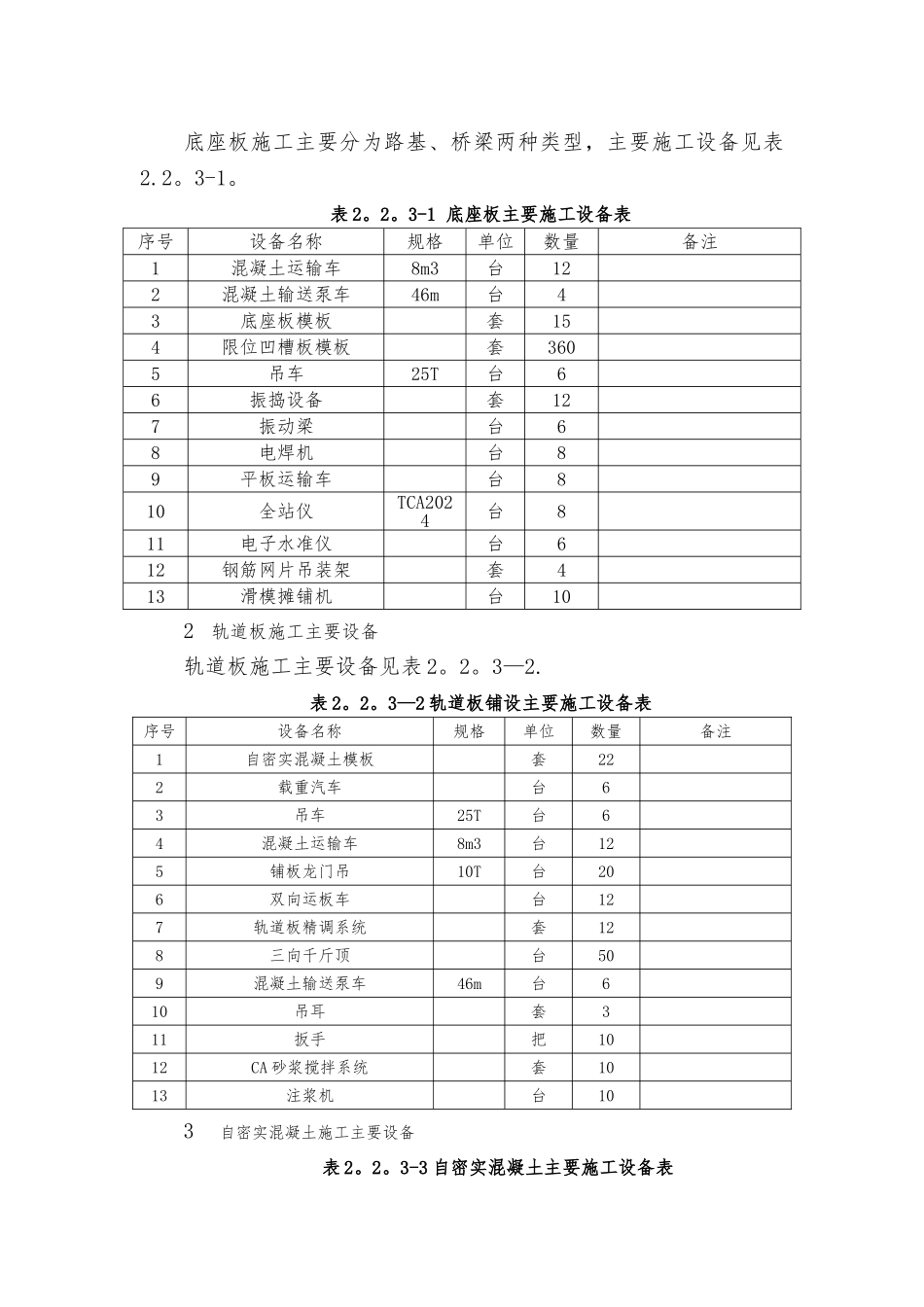
无砟道床采纳双线相错同步施工,无砟轨道道床底座板采纳自密实钢筋混凝土,由拌和站集中拌