四、问答1、压制一直径为 38mm 的圆柱体 Fe 基零件压坯,已知 Fe 粉的径向弹性后效为 0
2%,烧结径向收缩率为 0
3%,试计算阴模内径尺寸为多少
2%)(1-0
3%)=38 D=38
04mm2、简述烧结机械零件与材料的分类,阐明其中各类材料的基体类型及合用场所有哪些
烧结机械零件与材料的分类:烧结构造材料、烧结减摩材料、烧结摩擦材料烧结构造零件:烧结铁基材料:烧结铁,碳钢,合金钢,不锈钢烧结铜基材料:烧结青铜,黄铜,Cu-Ni 合金,弥散强化烧结铝基材料:烧结铝合金,弥散强化铝烧结镍基材料:烧结钛基材料:烧结减摩零件:多孔轴承:铁基,铜基,铝基,不锈钢基固体自润滑材料:铁基,铜基,银基,双金属烧结摩擦零件:铜基摩擦零件:铁基摩擦零件:碳-碳复合材料:陶瓷基复合摩擦材料;用于干摩擦式离合器和制动器的关键材料
3、欲制造 Cu 基构造零件、Cu 基电工触头和 Cu 基过滤器三种粉末冶金零件,其原料 Cu粉应分别采用哪种制粉措施
Cu 基构造零件:雾化法(水雾化);颗粒形状不规则,颗粒间机械啮合,压坯强度也大
Cu 基电工触头:电解法;纯度高,导电性能好
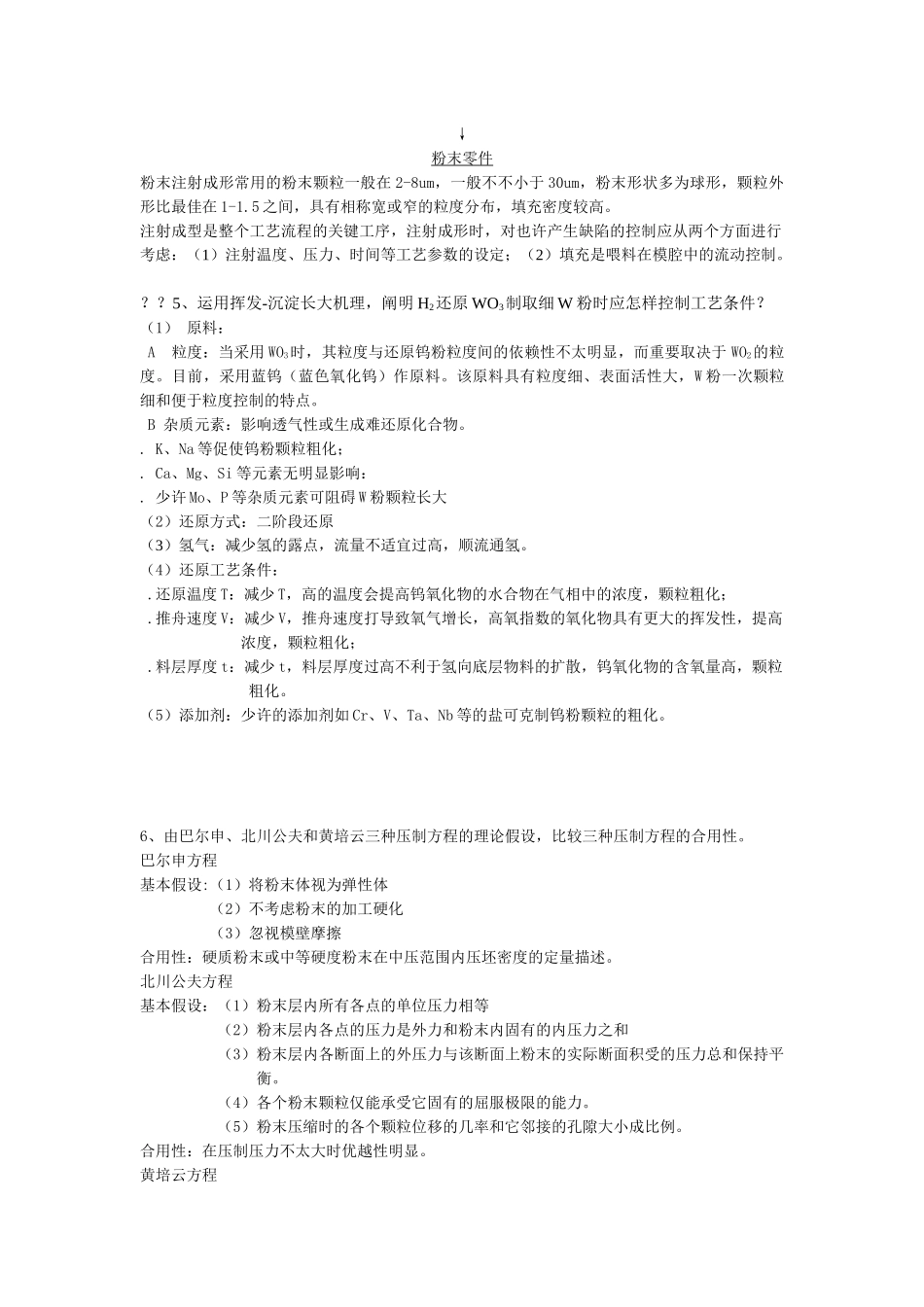
Cu 基过滤器:雾化法(气雾化);颗粒近球形,粒子尺寸均匀,高输出体积4、阐明粉末注射成形的工艺流程,它对原料粉末有何规定
流程中的关键工序及注意事项是什么
工艺流程: 粉末(金属或陶瓷) + 粘结剂及添加剂 ↓预混合↓混炼(混合与制粒)↓原料↓注射成形↓脱脂(溶剂脱脂或热脱脂)↓烧结↓粉末零件粉末注射成形常用的粉末颗粒一般在 2-8um,一般不不小于 30um,粉末形状多为球形,颗粒外形比最佳在 1-1
5 之间,具有相称宽或窄的粒度分布,填充密度较高
注射成型是整个工艺流程的关键工序,注射成形时,对也许产生缺陷的控制应从两个方面进行考虑:(1)注射温度、压力、时间等工艺参数的设定;(