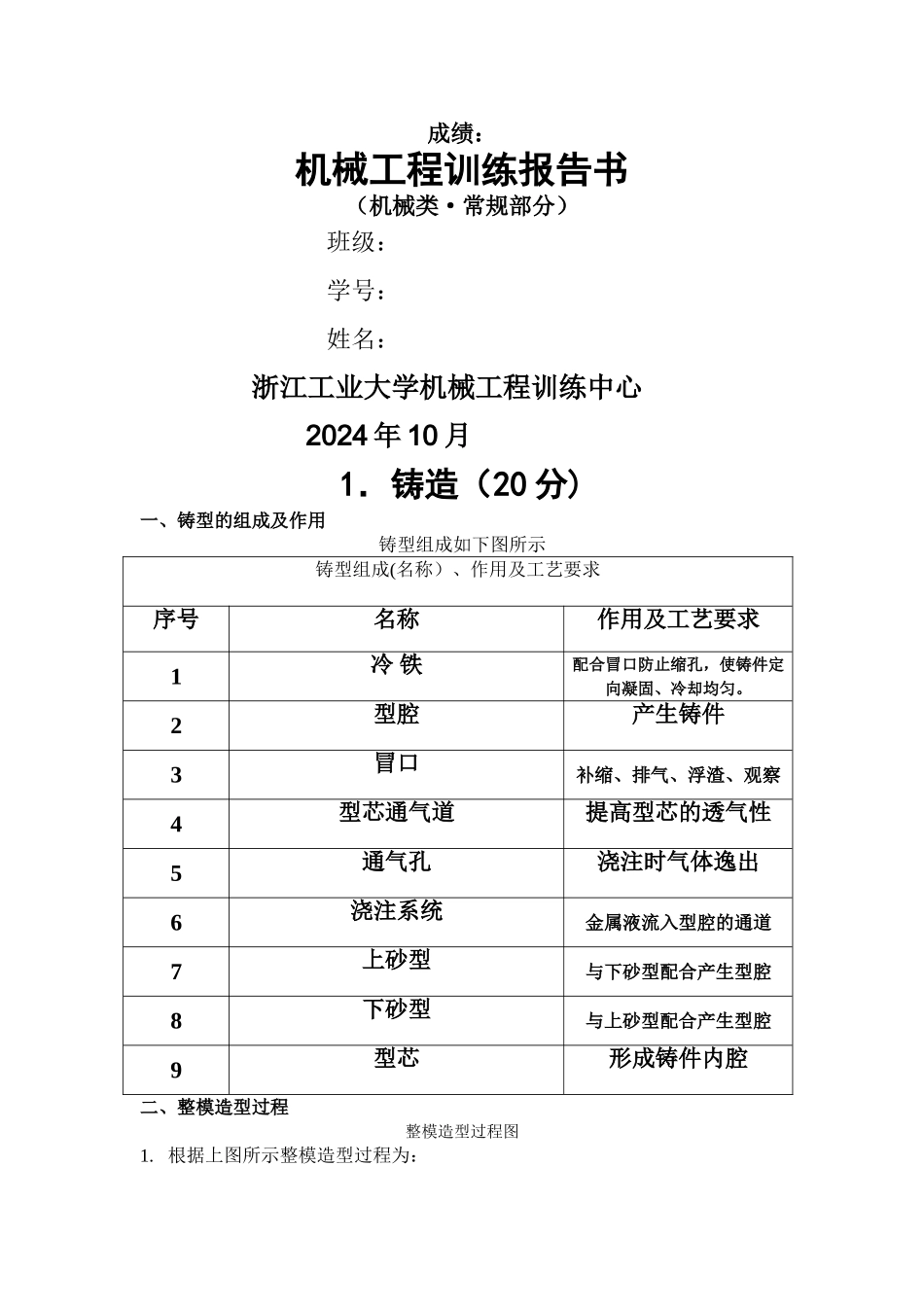
成绩:机械工程训练报告书(机械类·常规部分)班级:学号:姓名:浙江工业大学机械工程训练中心 2024 年 10 月1.铸造(20 分)一、铸型的组成及作用铸型组成如下图所示铸型组成(名称)、作用及工艺要求序号名称作用及工艺要求1冷 铁配合冒口防止缩孔,使铸件定向凝固、冷却均匀
2型腔产生铸件3冒口补缩、排气、浮渣、观察4型芯通气道提高型芯的透气性5通气孔浇注时气体逸出6浇注系统金属液流入型腔的通道7上砂型与下砂型配合产生型腔8下砂型与上砂型配合产生型腔9型芯形成铸件内腔二、整模造型过程整模造型过程图1
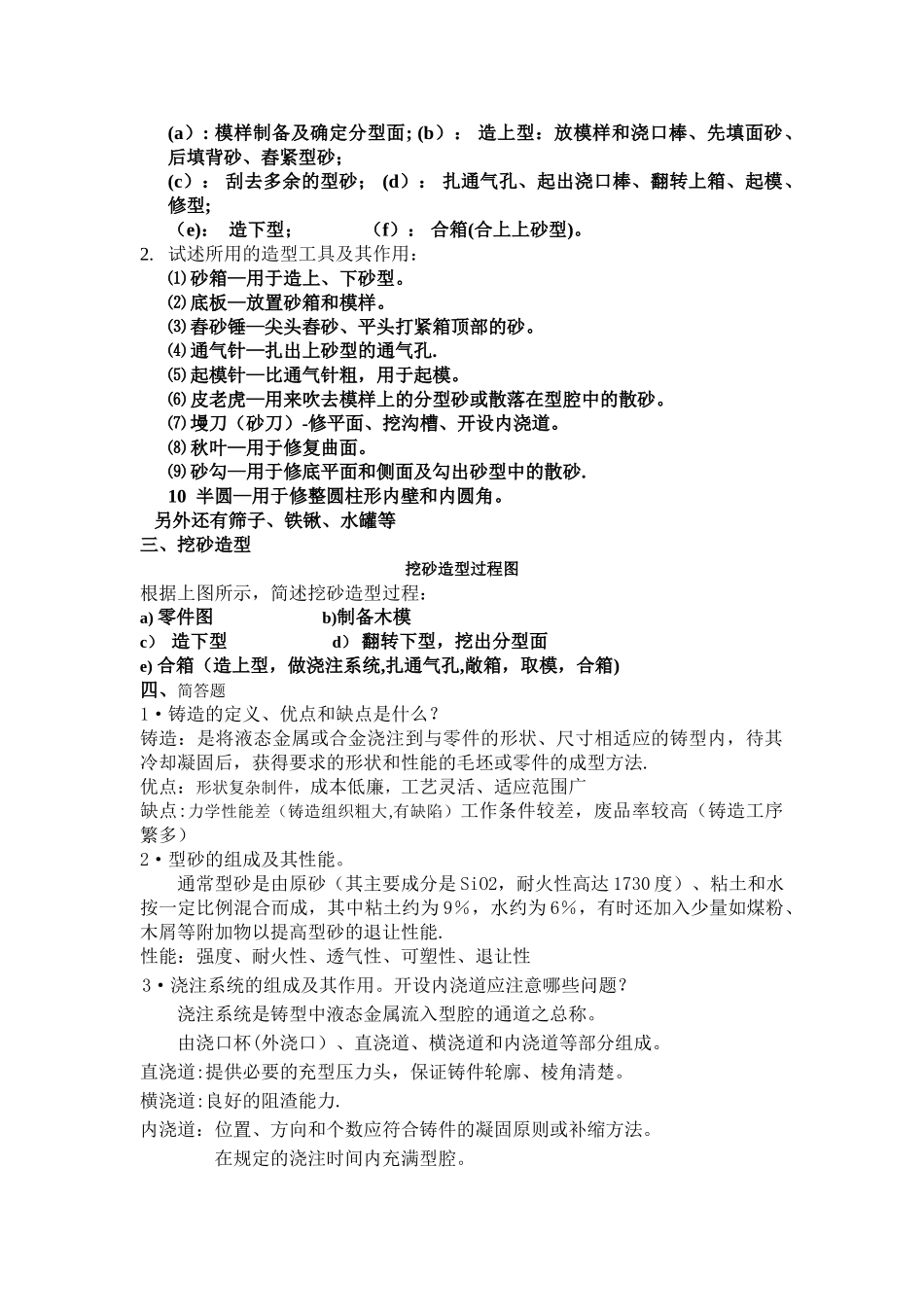
根据上图所示整模造型过程为:(a): 模样制备及确定分型面; (b): 造上型:放模样和浇口棒、先填面砂、后填背砂、舂紧型砂;(c): 刮去多余的型砂; (d): 扎通气孔、起出浇口棒、翻转上箱、起模、修型;(e): 造下型; (f): 合箱(合上上砂型)
试述所用的造型工具及其作用:⑴ 砂箱—用于造上、下砂型
⑵ 底板—放置砂箱和模样
⑶ 舂砂锤—尖头舂砂、平头打紧箱顶部的砂
⑷ 通气针—扎出上砂型的通气孔
⑸ 起模针—比通气针粗,用于起模
⑹ 皮老虎—用来吹去模样上的分型砂或散落在型腔中的散砂
⑺ 墁刀(砂刀)-修平面、挖沟槽、开设内浇道
⑻ 秋叶—用于修复曲面
⑼ 砂勾—用于修底平面和侧面及勾出砂型中的散砂
10 半圆—用于修整圆柱形内壁和内圆角
另外还有筛子、铁锹、水罐等三、挖砂造型挖砂造型过程图根据上图所示,简述挖砂造型过程:a) 零件图 b)制备木模c) 造下型 d) 翻转下型,挖出分型面e) 合箱(造上型,做浇注系统,扎通气孔,敞箱,取模,合箱)四、简答题1·铸造的定义、优点和缺点是什么
铸造:是将液态金属或合金浇注到与零件的形状、尺寸相适应的铸型内,待其冷却凝固后,获得要求的形状和性能的毛坯或零件的成型方法
优点:形状复杂制件,成本低廉,工艺灵活、适