博易短纤维工程焊接质量控制措施1、编制说明本工程中除一般工艺介质外,还有夹套管、热媒管、蒸汽管等特别管道,因此,本工程焊接管理要针对夹套管、热媒管、蒸汽管制订焊接质量控制措施
2、编制依据《工业金属管道工程施工及验收法律规范》GB50235-97;《现场设备、工业管道焊接工程施工及验收法律规范》GB50236—98;3、 焊接材料的理化性能和焊接性能3
1 管道的材质有 Q235、20#、1Cr18Ni9Ti 等钢
2 Q235 、20#钢属于低碳钢,焊接性能好,一般不需实行特别的工艺措施即可得到优质的焊接接头,几乎适应各种焊接方法进行焊接
低碳钢综合性能较好,强度、塑性和焊接性能得到较好配合,淬硬倾向小,对裂纹不敏感,焊缝及近缝区不易产生裂纹
3 Cr18Ni9Ti 属于奥氏体不锈钢,在常温下具有单相奥氏体组织,耐腐蚀,电阻率大,导热系数小,塑性、韧性及冷压力加工性良好,但强度较低
焊接性能良好,焊接时一般不需要实行特别的工艺措施;若焊接工艺选择不正确,也会产生晶间腐蚀和热裂纹等缺陷
防止产生晶间腐蚀的措施:从焊接材料方面,选用超低碳(0
03%)或添加 Ti 或 Nb 等稳定元素的不锈钢焊条;从焊接工艺方面,采纳小法律规范减少危险温度范围停留时间,采纳小电流、快速焊、短弧焊及不作横向摆动,焊缝可强制冷却,加快焊接接头的冷却速度,减少热影响区,也使其在 450~850℃这个危险区停留的时间减少到最大限度
多层焊时要控制层间温度,要前一道焊缝冷却到 60℃以下再焊
热裂纹的防止措施:采纳适当的焊接法律规范和冷却速度
工艺上采纳小法律规范即小电流、快速焊来减少焊接熔池过热,快速冷却以减少偏析 ,使抗裂性提高
多层焊时,要控制层间温度,要前一焊道冷却(60℃)后再焊接
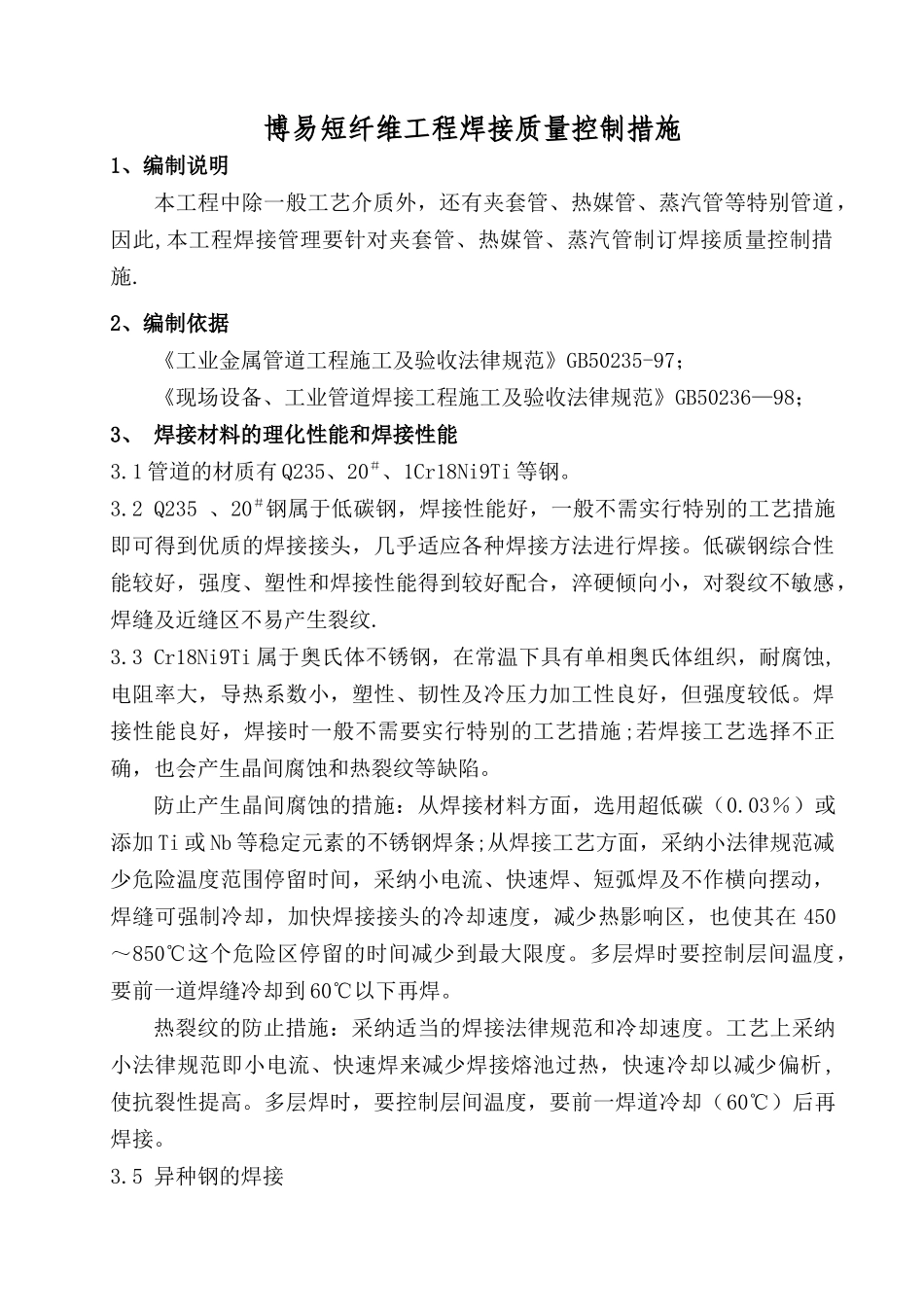
5 异种钢的焊接不同钢号的碳素钢与奥氏体不锈钢之间的焊缝金属应保证抗裂性能和力学性能,采纳 Cr、