对接接头焊缝内部质量标准注:1、L 为相邻两夹渣中较长者
2、S 为母材厚度
3、不同直径气孔和点夹渣换算系数中,“气孔点数"系指照片上任何10x50mm
2的焊缝区域内(宽度小于 10 mm 的焊缝以 50 mm 长度计),I~IV 级中所允许的气孔点数,多者用于厚度上限,少者用于厚度下限,中间厚度所允许的气孔点数用插入法决定,可四舍五入取整数
表中规定单面未焊透的长度,指设计焊缝系数大于 70%者,若等于或小于 70%时,则长度不限
4、缺陷的综合评级:在 12S 焊缝长度内(如 12S 超过底片长度则以一张底片长度为限)几种缺陷同时存在时,应先按各类缺陷单独评级
如有两种缺陷,可将其级别数字之和减 1 作为缺陷综合后的焊缝质量等级
如有三种缺陷,可将其级别数字之和减 2 作为缺陷综合后的焊缝质量等级
焊缝外观质量验收标准及尺寸允许偏差1
依据《YB3301—2024中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0
5中的大者,t1为腹板板厚,t2为翼缘板板厚
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量
依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,当间隙b≤1
5时,He=0
7Hf,当间隙1
5时,He=0
7(Hf-b), 综合上述公式得到角焊缝厚度计算He为0
42t1和1
05之最大,t1为腹板板厚,t2为翼缘板板厚
用于龙门埋弧焊的船型焊的焊缝测量
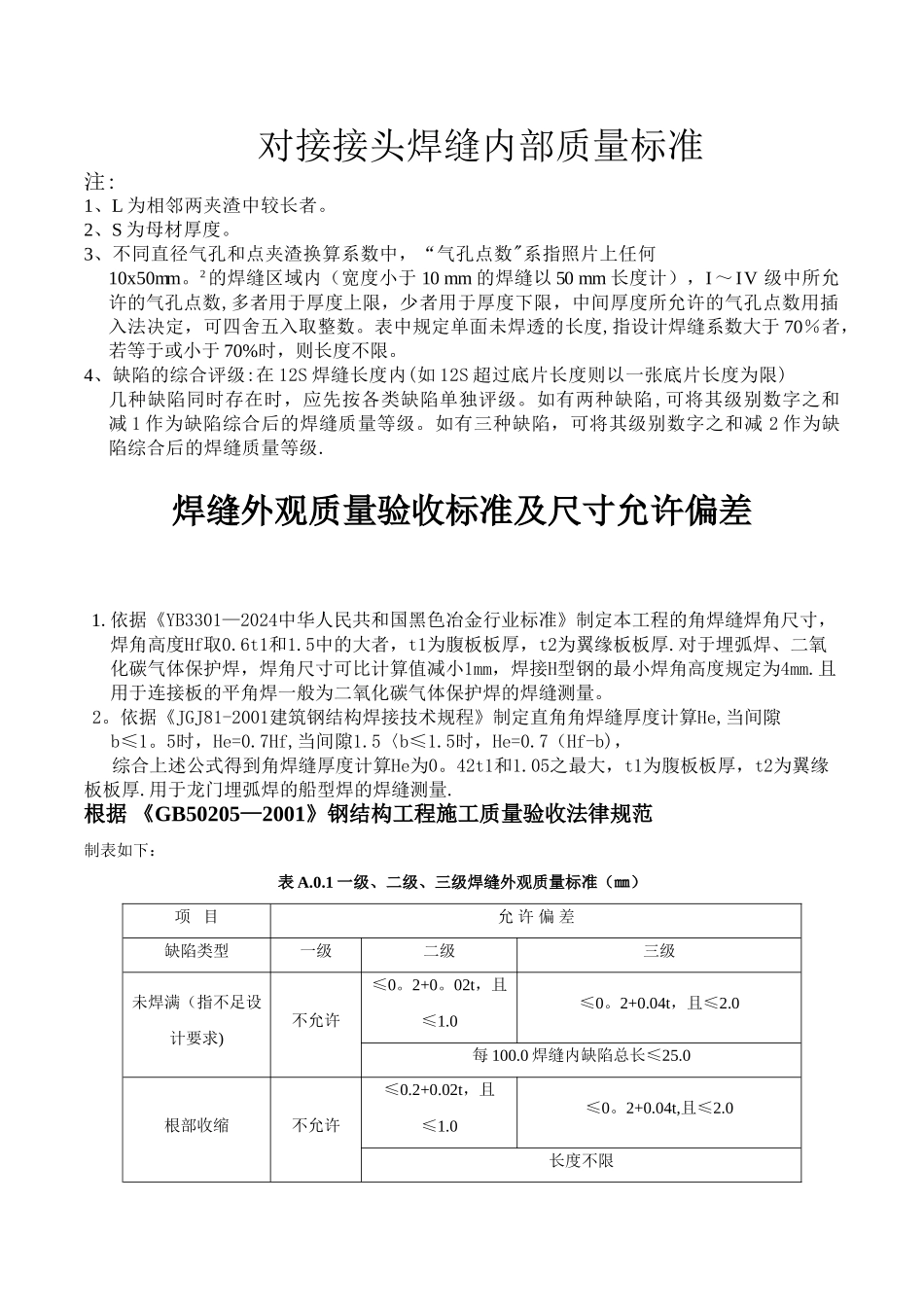
根据 《GB50205—2001》钢结构工程施工质量验收法律规范 制表如下:表 A
1 一级、二级、三级焊缝外观质量标准(㎜)项 目允 许 偏 差缺陷类型一级二级三级未焊满(指不足设计要求)不允许≤0