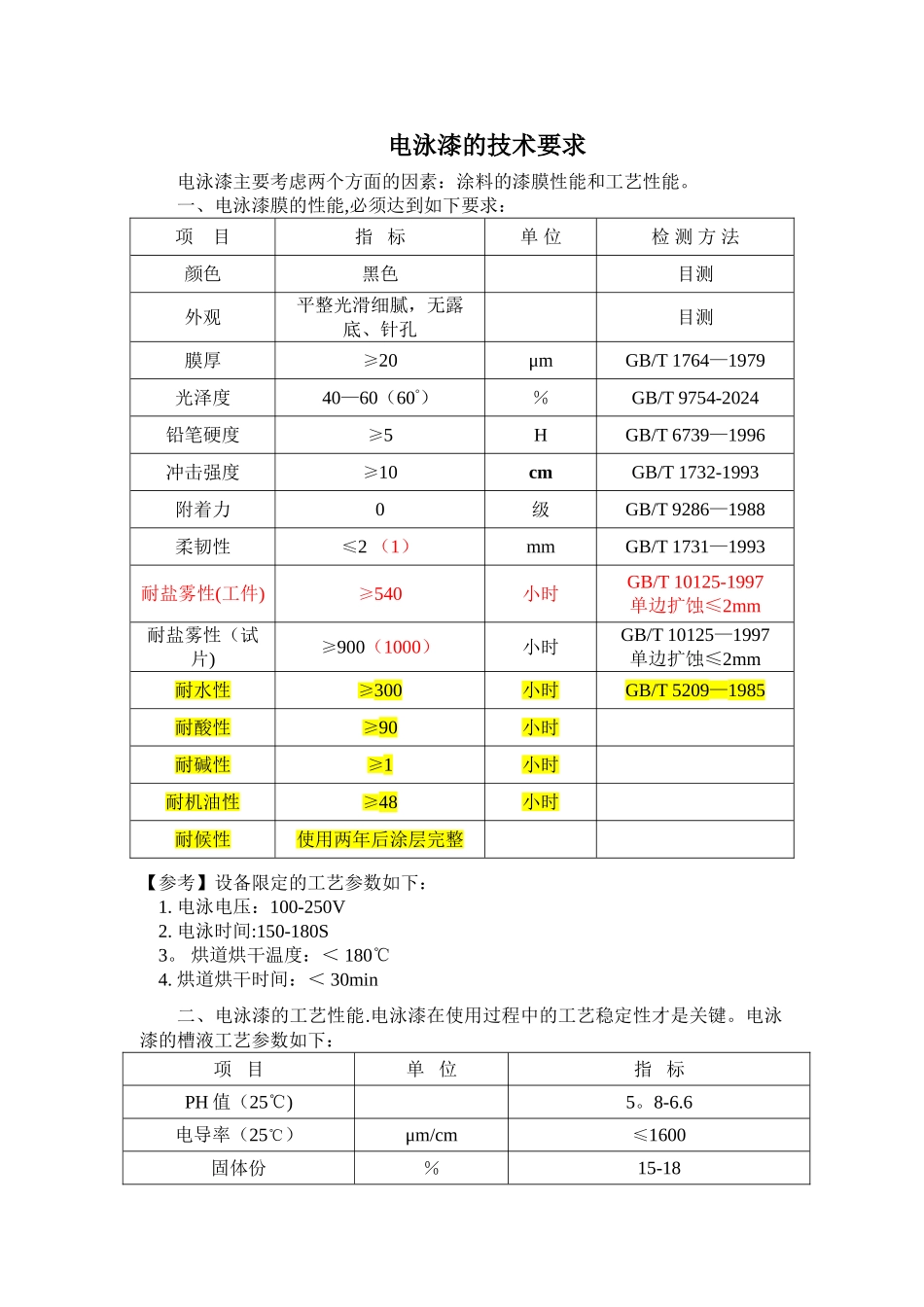
电泳漆的技术要求电泳漆主要考虑两个方面的因素:涂料的漆膜性能和工艺性能
一、电泳漆膜的性能,必须达到如下要求:项 目指 标单 位检 测 方 法颜色黑色目测外观平整光滑细腻,无露底、针孔目测膜厚≥20μmGB/T 1764—1979光泽度40—60(60°)%GB/T 9754-2024铅笔硬度≥5HGB/T 6739—1996冲击强度≥10cmGB/T 1732-1993附着力0级GB/T 9286—1988柔韧性≤2 (1)mmGB/T 1731—1993耐盐雾性(工件)≥540小时GB/T 10125-1997单边扩蚀≤2mm耐盐雾性(试片)≥900(1000)小时GB/T 10125—1997单边扩蚀≤2mm耐水性≥300小时GB/T 5209—1985耐酸性≥90小时耐碱性≥1小时耐机油性≥48小时耐候性使用两年后涂层完整【参考】设备限定的工艺参数如下:1
电泳电压:100-250V2
电泳时间:150-180S3
烘道烘干温度:< 180℃4
烘道烘干时间:< 30min二、电泳漆的工艺性能
电泳漆在使用过程中的工艺稳定性才是关键
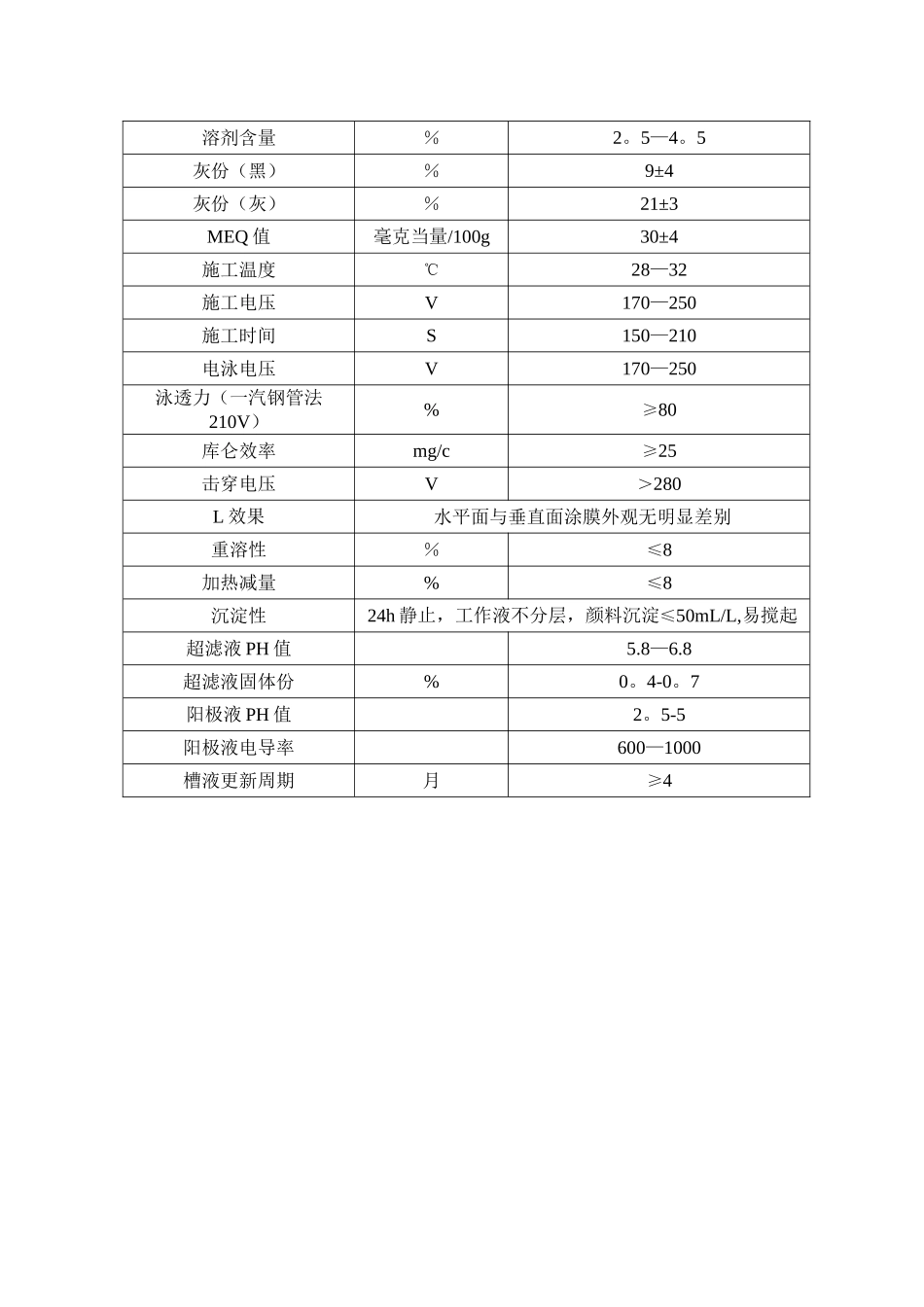
电泳漆的槽液工艺参数如下:项 目单 位指 标PH 值(25℃)5
6电导率(25℃)μm/cm≤1600固体份%15-18溶剂含量%2
5灰份(黑)%9±4灰份(灰)%21±3MEQ 值毫克当量/100g30±4施工温度℃28—32施工电压V170—250施工时间S150—210电泳电压V170—250泳透力(一汽钢管法210V)%≥80库仑效率mg/c≥25击穿电压V>280L 效果水平面与垂直面涂膜外观无明显差别重溶性%≤8加热减量%≤8沉淀性24h 静止,工作液不分层,颜料沉淀≤50mL/L,易搅起超滤液 PH 值5
8超滤液固体份%0
7阳极液 PH 值2
5-5阳极液电导率600—100