电泳技术说明环氧电泳漆电泳法律规范1
定义: 这种电泳方法是用一种黑色、阳离子水溶性的环氧树脂漆, 沉积覆着在被阴极化的零件表面, 从而起到涂层的作用
然后,这个漆层被置于 165℃-190℃范围之下,在零件表面发生聚合反应而呈网状结构
技术特征: 2
1 处理过程 零件电透的过程如下:脱脂
酸洗磷化表面电泳涂装 (环氧漆)通过 165℃—190℃ 温度聚合反应(隧道)炉 持续时间 20 分钟2
2 阳离子底漆型号: 例如:阳离子电泳底漆 2K BT SP颜色: 黑色 RAL90053
技术要求:3
1 抗侵蚀要求---盐雾试验根据 ISO9227 的标准,在 96 个小时暴露于盐雾之后,在被测试零件表面不应该看到任何红锈痕迹或水泡,以下部位除外:螺纹部位零件的尖角部位3
2 附着力-——要求根据 NFT30 038 或 NFEN ISO 2409 标准, (在依据 ISO9227 标准进行盐喷雾实验96 个小时之后), 用间隔 1mm 的梳状物在零件表面划出方格,用 3M 250 的胶带粘贴后撕下,我们认为合格的等级是 0 级和 1 级
2 厚度厚度要符合以上所述 3
2 条的要求,这以厚度值应该在 10--20 微米之间(最多不超过 25 微米)在螺纹部位的电泳厚度要求使用螺纹规控制,并考虑到最大允许螺纹厚度
螺纹端检验法律规范-—- 循环泵泵壳非内密封管螺纹NFE 03005 标准1
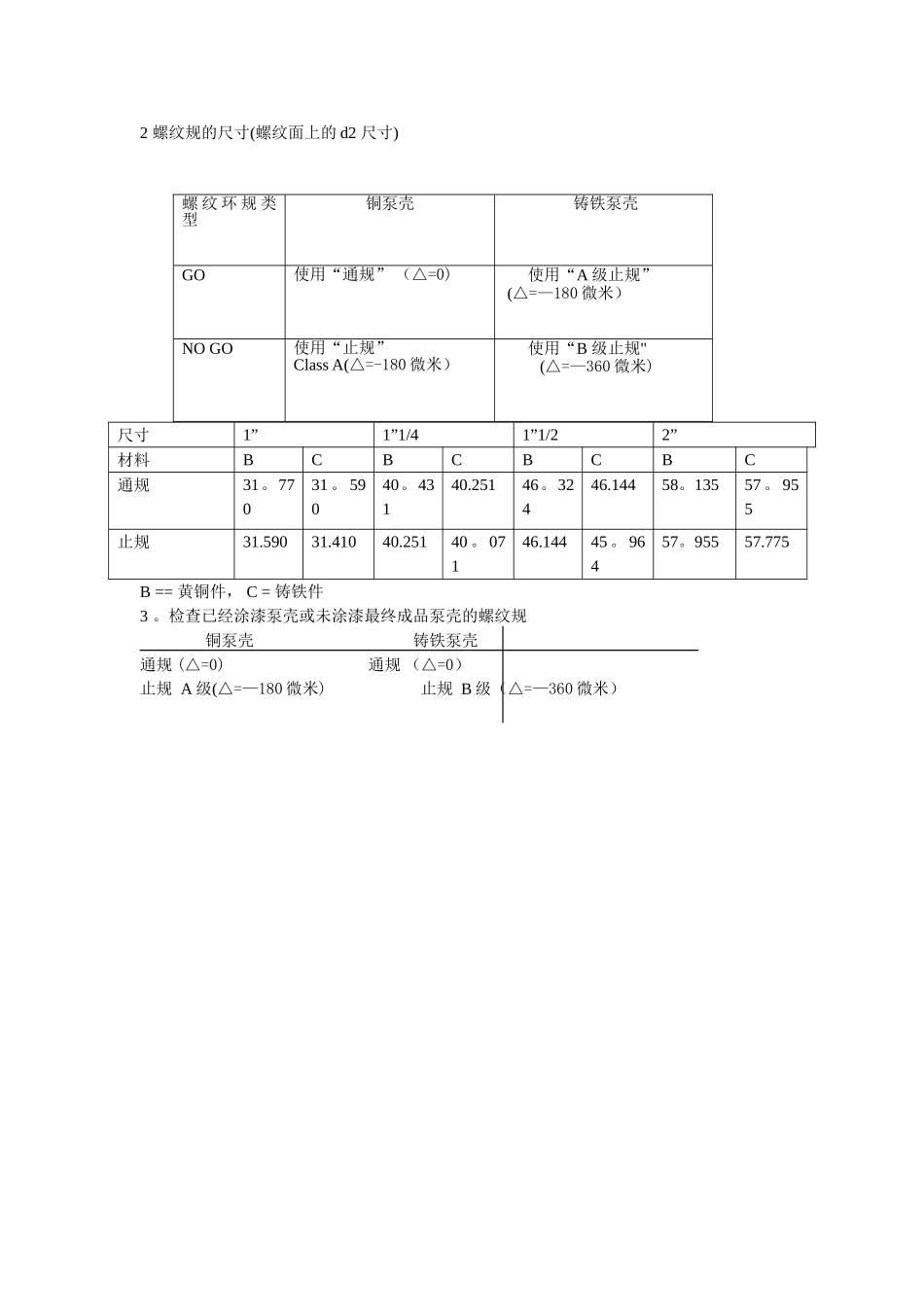
泵壳加工件螺纹检规2 螺纹规的尺寸(螺纹面上的 d2 尺寸)尺寸1”1”1/41”1/22”材料BCBCBCBC通规31
955止规31
775B == 黄铜件, C =