电渣压力焊施工方法及要求1
适用范围:秦皇岛铂悦山项目高层区钢筋混凝土结构中竖向构件直径 12mm、14mm 的钢筋采纳电渣压力焊
施工工艺流程检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→放铁丝球(也可省去)→安放焊剂灌、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查3
1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单
2 焊剂: 焊剂应有出厂合格证,应存放在干燥的库房内,防止受潮
如受潮,使用前须经 250~350℃烘焙 2h
使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用
3 主要机具手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等
自动电渣压力焊设备包括:焊接电源、控制箱、操作箱、焊接机头等
1 焊工必须持有有效的焊工考试合格证,焊接开工前,焊工必须进行现场条件下的焊接工艺试验,应经试验合格后,方准于焊接生产
2 设备应符合要求:焊接夹具应有足够的刚度,夹具形式、型号应与焊接钢筋配套,上下钳口应同心,在最大允许荷载下应移动灵活,操作便利
电压表、时间显示器应配备齐全
4 作业场地应有安全防护措施,制定和执行安全技术措施,加强焊工的劳动保护,防止发生烧伤、触电、火灾、爆炸以及烧坏机器等事故
5 注意接头位置,注意同一区段内有接头钢筋截面面积的百分比,不符合《混凝土结构工程质量验收法律规范》有关条款的规定时,要调整接头位置后才能施焊
主要施工工艺及质量标准5
1 检查设备、电源,确保随时处于正常状态,严禁超负荷工作
2 钢筋端头制备:钢筋安装之前,焊接部位和电极钳口接触的(150mm 区段内)钢筋表面上的锈斑、油污、杂物等,应清除洁净,钢筋端部若有弯折、扭曲,应予以矫直或切除,但不得用锤击矫直
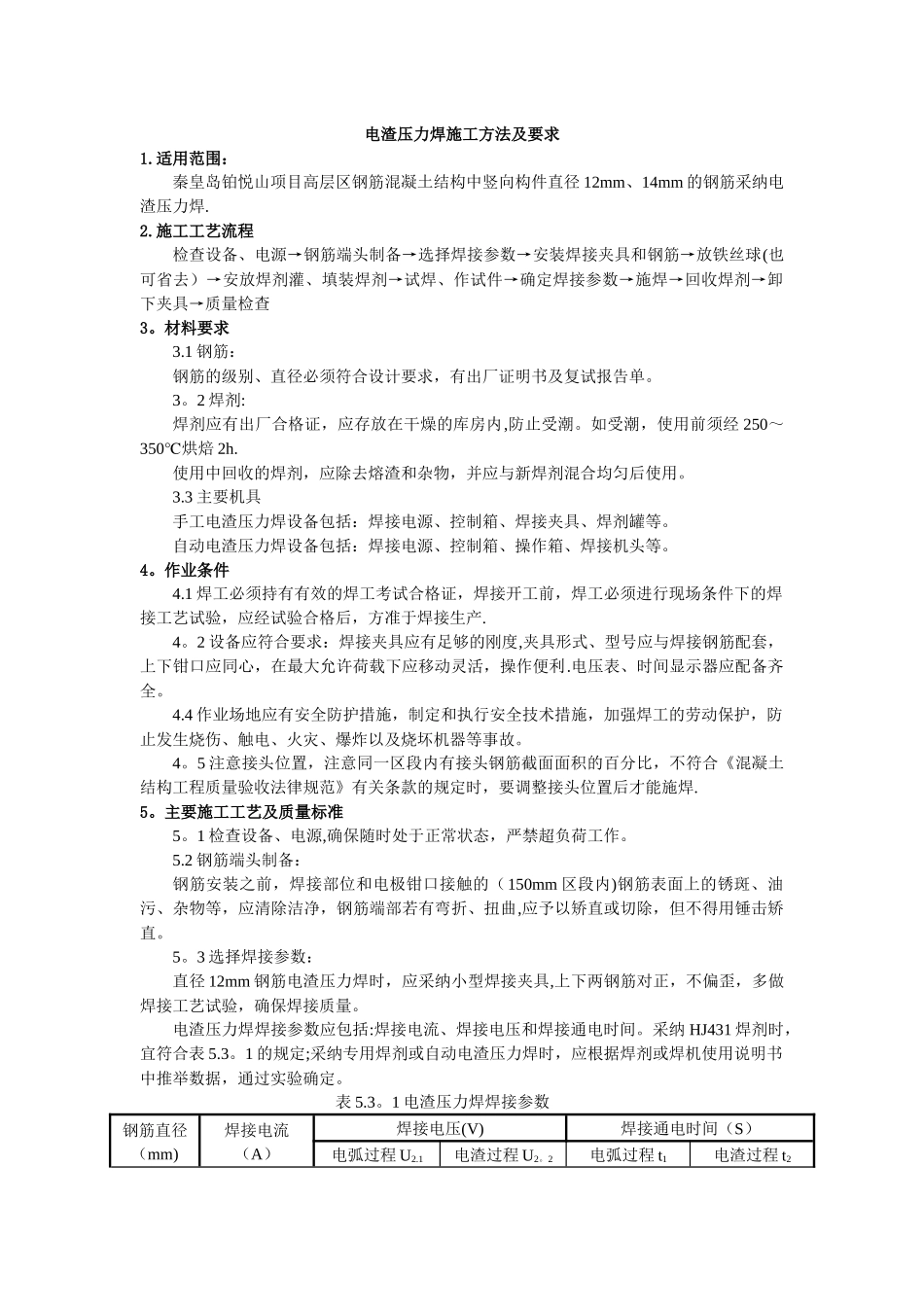
3 选择焊接参数:直径