空调系统安装工程施工方案与措施1、施工工艺流程1
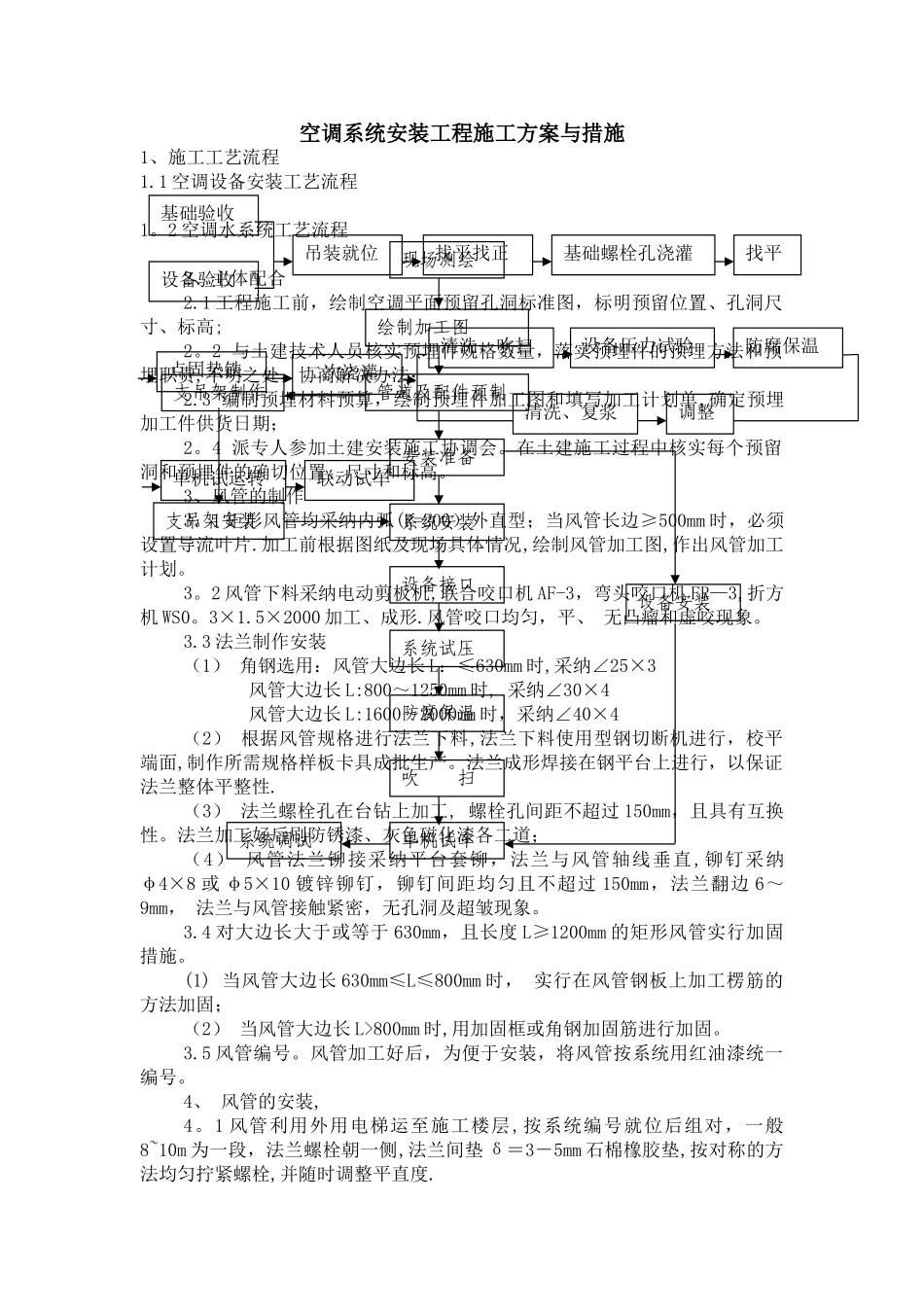
1 空调设备安装工艺流程1
2 空调水系统工艺流程2、主体配合 2
1 工程施工前,绘制空调平面预留孔洞标准图,标明预留位置、孔洞尺寸、标高;2
2 与土建技术人员核实预埋件规格数量,落实预埋件的预埋方法和预埋职责,不明之处,协商解决办法;2
3 编制预埋材料预算,绘制预埋件加工图和填写加工计划单,确定预埋加工件供货日期;2
4 派专人参加土建安装施工协调会
在土建施工过程中核实每个预留洞和预埋件的确切位置、尺寸和标高
3、风管的制作3
1 矩形风管均采纳内弧(R=200)外直型;当风管长边≥500mm 时,必须设置导流叶片
加工前根据图纸及现场具体情况,绘制风管加工图,作出风管加工计划
2 风管下料采纳电动剪板机,联合咬口机 AF-3,弯头咬口机 FR—3,折方机 WS0
5×2000 加工、成形
风管咬口均匀,平、 无凸瘤和虚咬现象
3 法兰制作安装(1) 角钢选用:风管大边长 L:≤630mm 时,采纳∠25×3 风管大边长 L:800~1250mm 时, 采纳∠30×4 风管大边长 L:1600~2000mm 时,采纳∠40×4(2) 根据风管规格进行法兰下料,法兰下料使用型钢切断机进行,校平端面,制作所需规格样板卡具成批生产
法兰成形焊接在钢平台上进行,以保证法兰整体平整性
(3) 法兰螺栓孔在台钻上加工, 螺栓孔间距不超过 150mm,且具有互换性
法兰加工好后刷防锈漆、灰色磁化漆各二道;(4) 风管法兰铆接采纳平台套铆,法兰与风管轴线垂直,铆钉采纳φ4×8 或 φ5×10 镀锌铆钉,铆钉间距均匀且不超过 150mm,法兰翻边 6~9mm, 法兰与风管接触紧密,无孔洞及超皱现象
4 对大边长大于或等于 630mm,且长度 L≥1200mm 的矩形风管实行加固措施
(1) 当风管大边长 630m