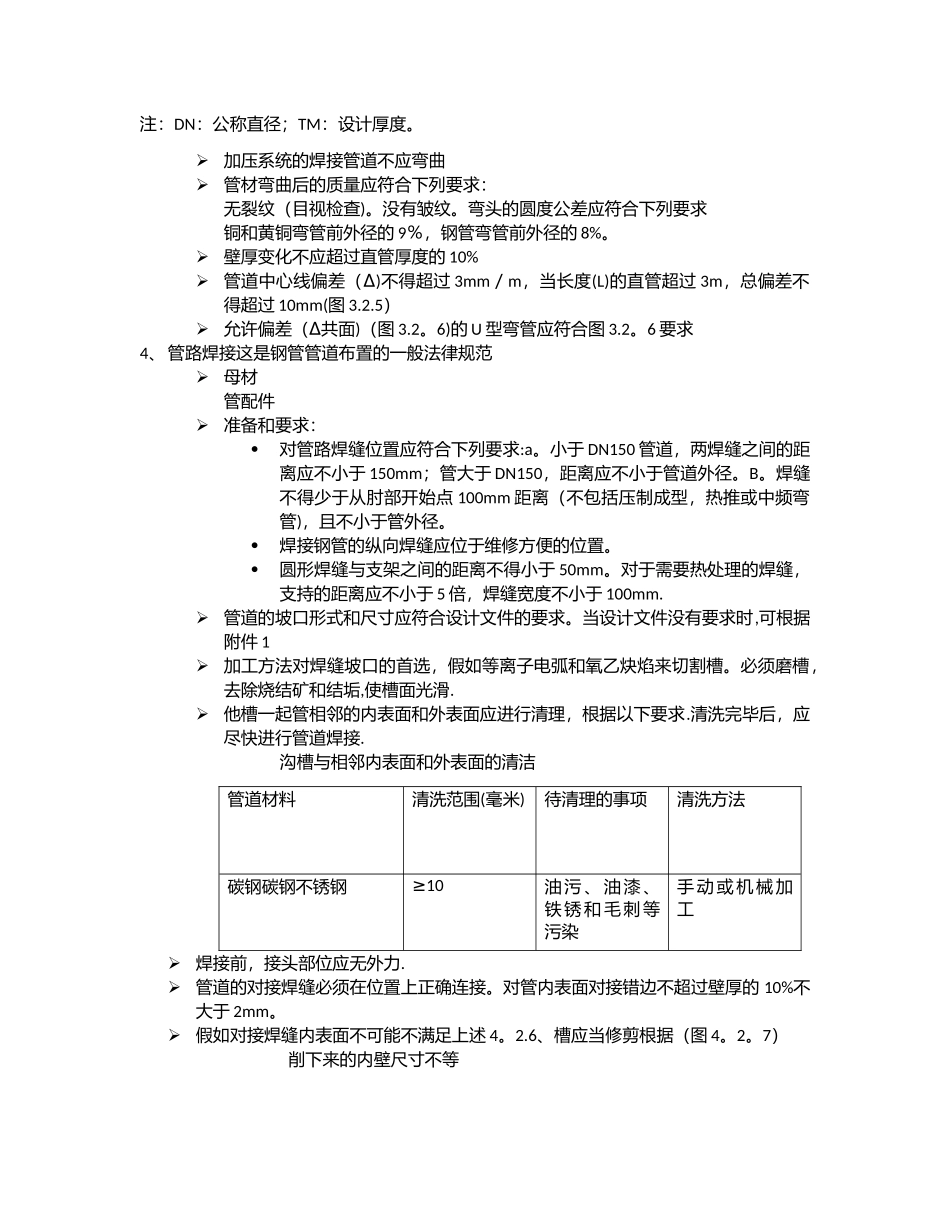
GENERAL SPECIFICATION FOR CONSTRUCTION AND INSPECTION OF PIPING管道施工和检验通用法律规范table of content目录1.应用领域2.管路元件和管路支架元素检测3.管路施工4.管路焊接5.管路安装6.管路检查和压力测试7.油管清洗8.管路的涂色9.常用坡口形式和尺寸焊接管道10. 预埋管路的检查与压力试验。11. 管道压力试验记录1、应用领域金属路道施工及验收试验通用法律规范。使用的是奥氏体 IC 管道材料、碳钢、铜和黄铜。管路由管路、弯头、三通、管件、法兰、阀门、管路支架等管路元件。该应用程序是有效的压力条件高达 PN 160。流动介质为正常水、油、空气.与项目设计文件相冲突,项目设计文件将优先考虑2、管路部件和管路支撑件的检查管路部件必须有制造商的质量证书。管路部件的材料、尺寸、类型和质量应符合设计文件的要求安全阀应根据工厂的设计值进行调整。出厂检验记录应在安装前检查。出厂试 验记录应包括开启压力和重新阀座压力不锈钢和有色金属管路部件在储存过程中与碳钢无接触。3、管路施工建议采纳低碳钢管材和合金钢管进行切削加工。假如是用于氧乙炔焰切割,表面应打磨要求的尺寸和表面粗糙度.推举采纳不锈钢管、铜管和铜管,采纳机械加工或等离子切割。假如砂轮切割机是用于切割和抛光的不锈钢管,应使用专用砂轮镀锌钢管被推举采纳钢锯或切割加工方法。管道的末端应满足下列要求:a.切割表面应平整无裂纹、起皱、毛刺、凹凸、缩孔、熔化渣、氧化物、铁屑等倾斜偏差(∆)(图 2.1。6)管端面。切割端表面倾斜偏差应小于管道外径的1%,且不得超过 3mm管小于 DN80,厚度小于 10mm 的可弯曲的弯管机。弯曲镭应符合下列要求。弯曲半径和壁厚表 3。2。1注:DN:公称直径;TM:设计厚度。加压系统的焊接管道不应弯曲管材弯曲后的质量应符合下列要求:无裂纹(目视检查)。没有皱纹。弯头的圆度公差应符合下列要求铜和黄铜弯管前外径的 9%,钢管弯管前外径的 8%。壁厚变化不应超过直管厚度的 10%管道中心线偏差(∆)不得超过 3mm/m,当长度(L)的直管超过 3m,总偏差不得超过 10mm(图 3.2.5)允许偏差(∆共面)(图 3.2。6)的 U 型弯管应符合图 3.2。6 要求4、管路焊接这是钢管管道布置的一般法律规范母材管配件准备和要求:对管路焊缝位置应符合下列要求:a。小于 DN150 管道,两焊缝之间的距离应不小于 150mm;管大于 DN150,距离应不小于管道外径。B。焊缝不得...