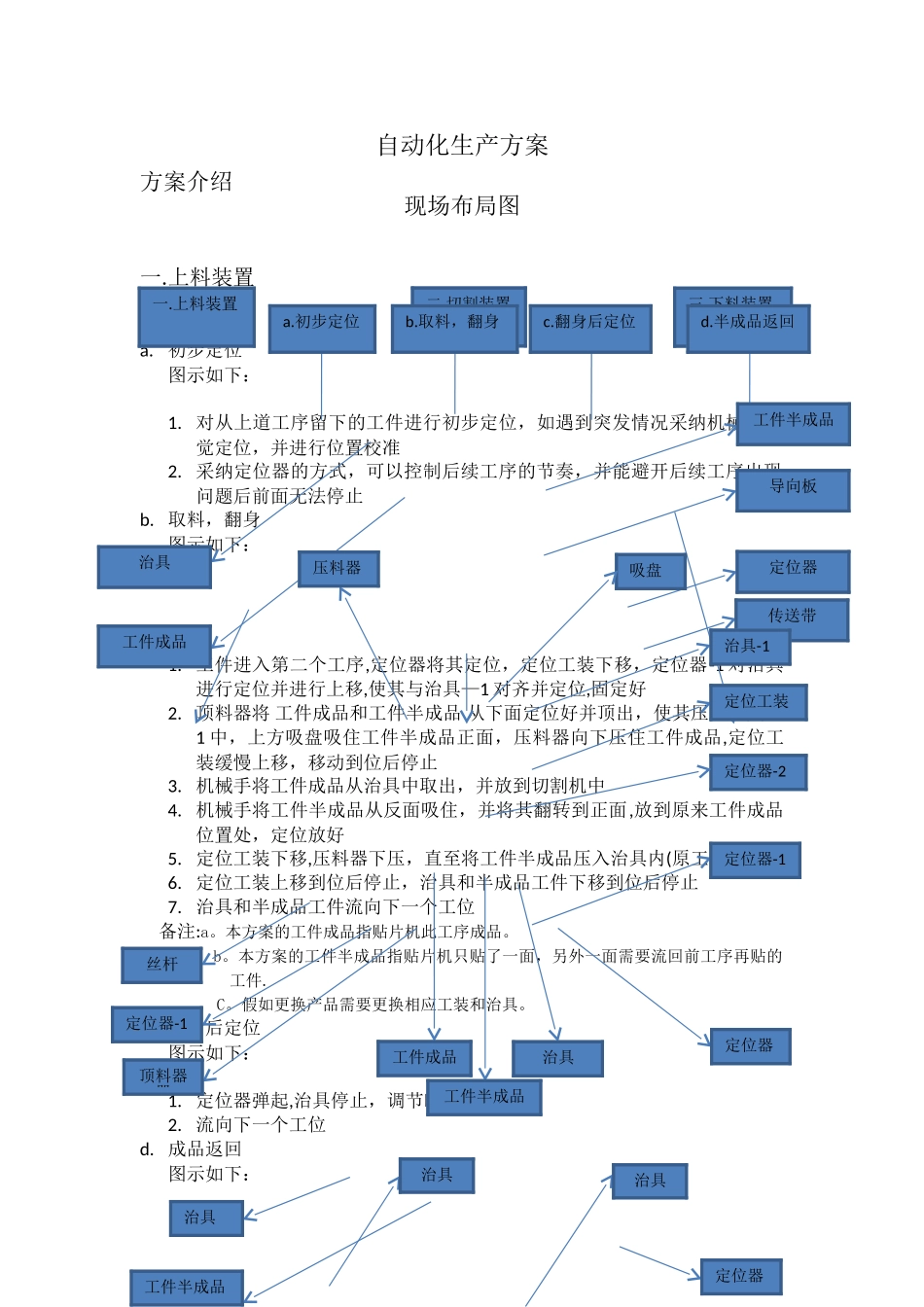
自动化生产方案方案介绍现场布局图一
初步定位图示如下:1
对从上道工序留下的工件进行初步定位,如遇到突发情况采纳机械手视觉定位,并进行位置校准2
采纳定位器的方式,可以控制后续工序的节奏,并能避开后续工序出现问题后前面无法停止b
取料,翻身图示如下:1
工件进入第二个工序,定位器将其定位,定位工装下移,定位器-1 对治具进行定位并进行上移,使其与治具—1 对齐并定位,固定好2
顶料器将 工件成品和工件半成品 从下面定位好并顶出,使其压如治具—1 中,上方吸盘吸住工件半成品正面,压料器向下压住工件成品,定位工装缓慢上移,移动到位后停止3
机械手将工件成品从治具中取出,并放到切割机中4
机械手将工件半成品从反面吸住,并将其翻转到正面,放到原来工件成品位置处,定位放好5
定位工装下移,压料器下压,直至将工件半成品压入治具内(原工件成品)6
定位工装上移到位后停止,治具和半成品工件下移到位后停止7
治具和半成品工件流向下一个工位 备注:a
本方案的工件成品指贴片机此工序成品
本方案的工件半成品指贴片机只贴了一面,另外一面需要流回前工序再贴的工件
假如更换产品需要更换相应工装和治具
翻身后定位图示如下:1
定位器弹起,治具停止,调节时间 2
流向下一个工位d
成品返回图示如下:一
取料,翻身c
翻身后定位d
半成品返回治具工件成品工件半成品定位器导向板传送带丝杆定位器-1顶料器器定位器定位器-1治具工件半成品工件成品定位工装治具-1压料器定位器-2吸盘治具工件半成品定位器治具治具1
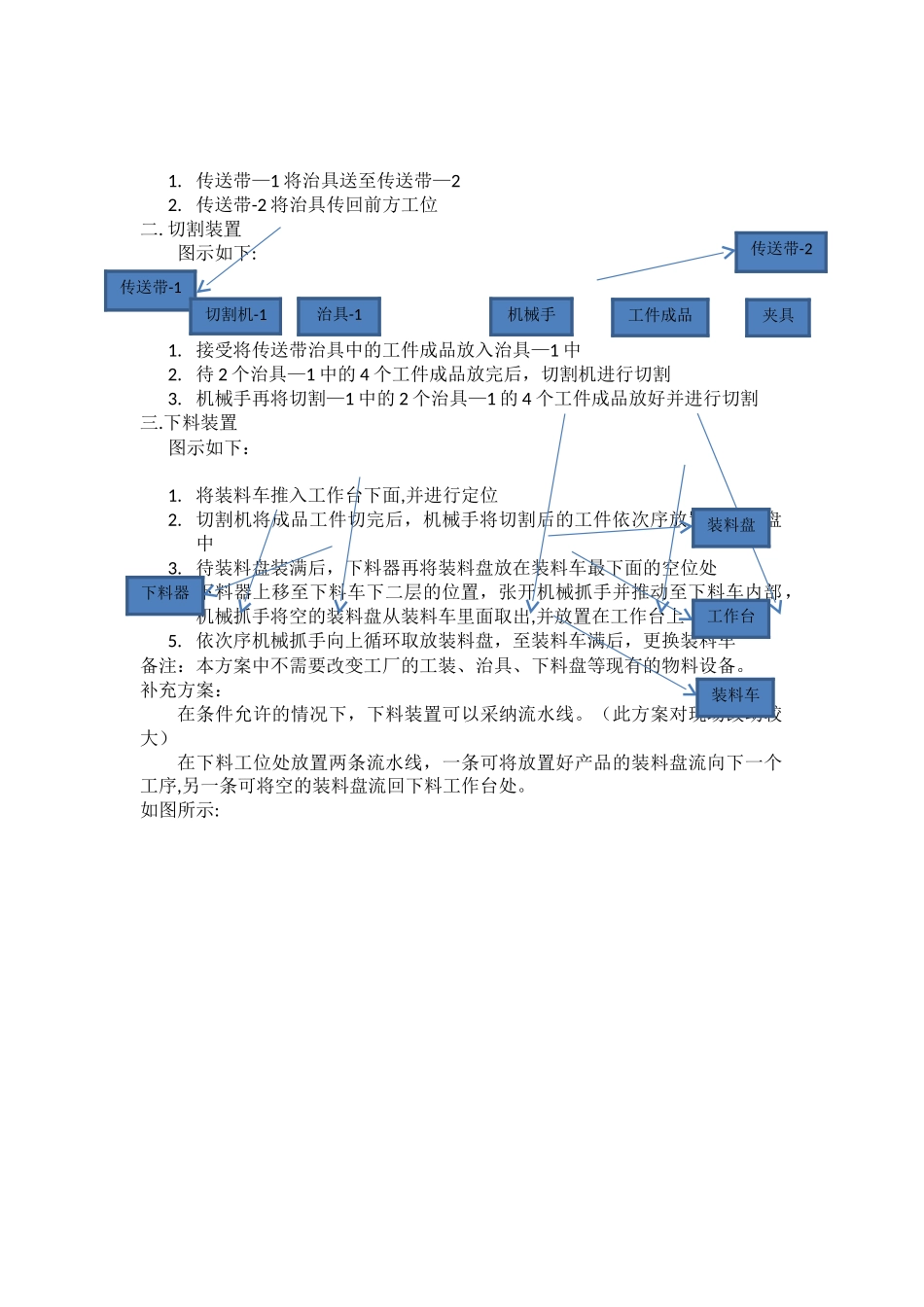
传送带—1 将治具送至传送带—2 2
传送带-2 将治具传回前方工位二
切割装置图示如下:1
接受将传送带治具中的工件成品放入治具—1 中 2
待 2 个治具—1 中的 4 个工件成品放完后,切