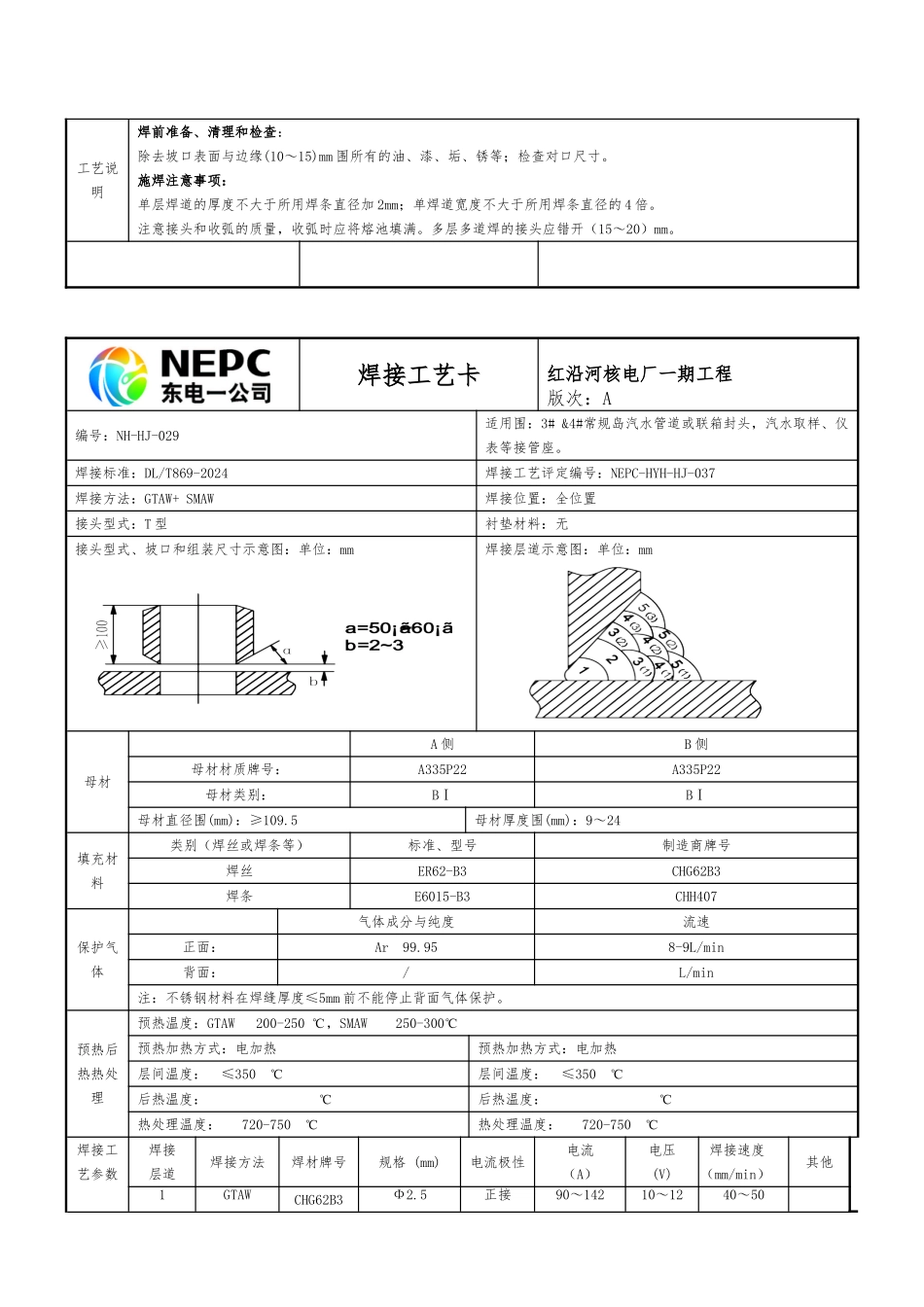
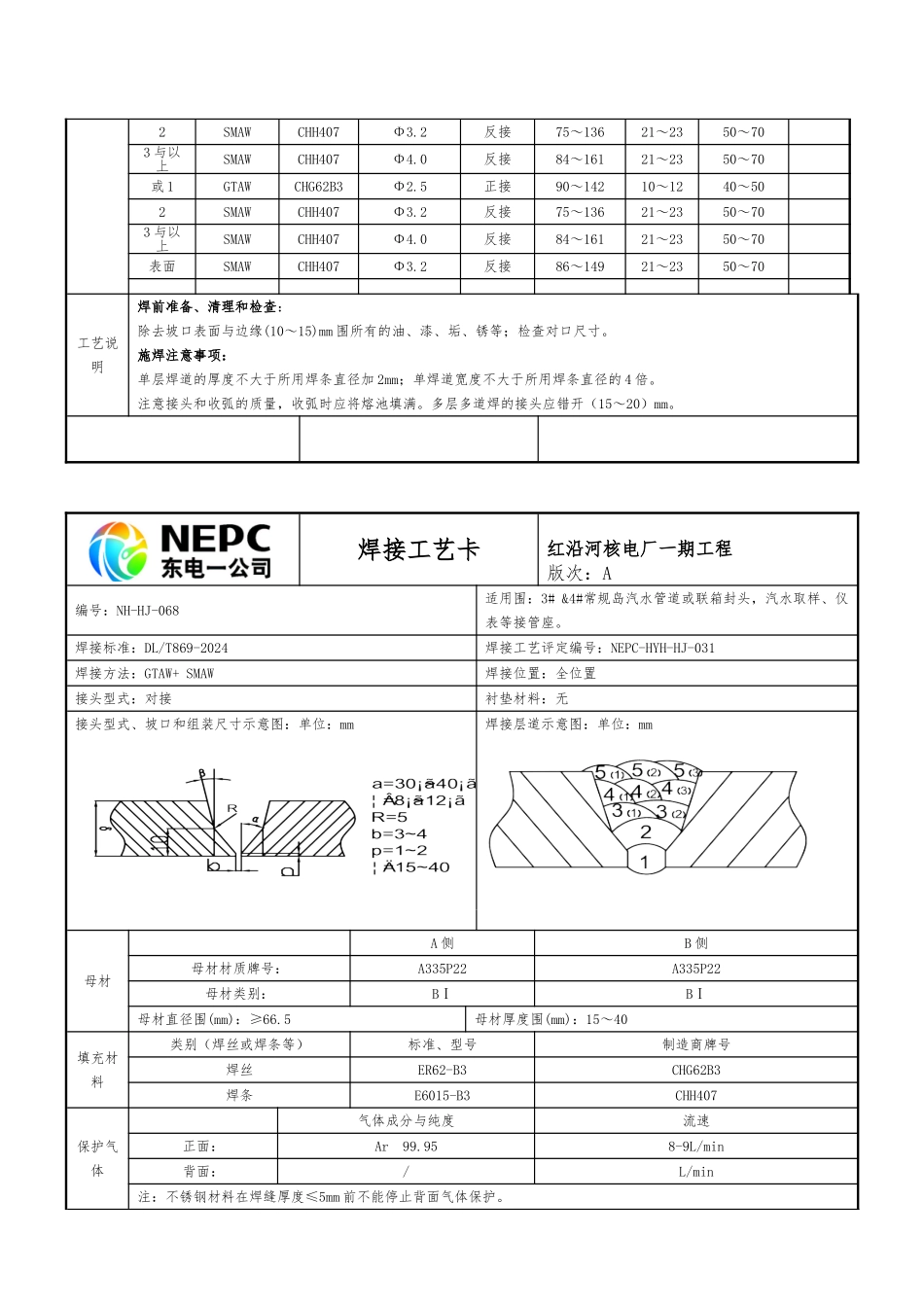
焊接工艺卡红沿河核电厂一期工程版次:A编号:NH-HJ-028适用围:3# &4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座
焊接标准:DL/T869-2024焊接工艺评定编号:NEPC-HYH-HJ-037焊接方法:GTAW+ SMAW焊接位置:全位置接头型式:对接衬垫材料:无接头型式、坡口和组装尺寸示意图:单位:mm焊接层道示意图:单位:mm母材A 侧B 侧母材材质牌号:A335P22A335P22母材类别:BⅠBⅠ母材直径围(mm):≥109
5母材厚度围(mm):9~24填充材料类别(焊丝或焊条等)标准、型号制造商牌号焊丝ER62-B3CHG62B3焊条E6015-B3CHH407保护气体气体成分与纯度流速正面:Ar 99
958-9L/min背面:/L/min注:不锈钢材料在焊缝厚度≤5mm 前不能停止背面气体保护
预热后热热处理预热温度:GTAW 200-250 ℃,SMAW 250-300℃预热加热方式:电加热温度测量方式:热电偶层间温度: ≤350 ℃后热温度: ℃保温时间: min热处理温度: 720-750 ℃保温时间: 60 min焊接工艺参数焊接层道焊接方法焊材牌号规格 (mm)电流极性电流(A)电压 (V) 焊接速度(mm/min)其他1GTAWCHG62B3Φ2
5正接90~14210~1240~502SMAWCHH407Φ3
2反接75~13621~2350~703 与以上SMAWCHH407Φ4
0反接84~16121~2350~70或 1GTAWCHG62B3Φ2
5正接90~14210~1240~502SMAWCHH407Φ3
2反接75~13621~2350~703 与以上SMAWCHH407Φ4
0反接84~16121~2350~70表面SMAWCHH407Φ3
2反接86~14921~2350~70工艺说明焊前准备、清理和检查