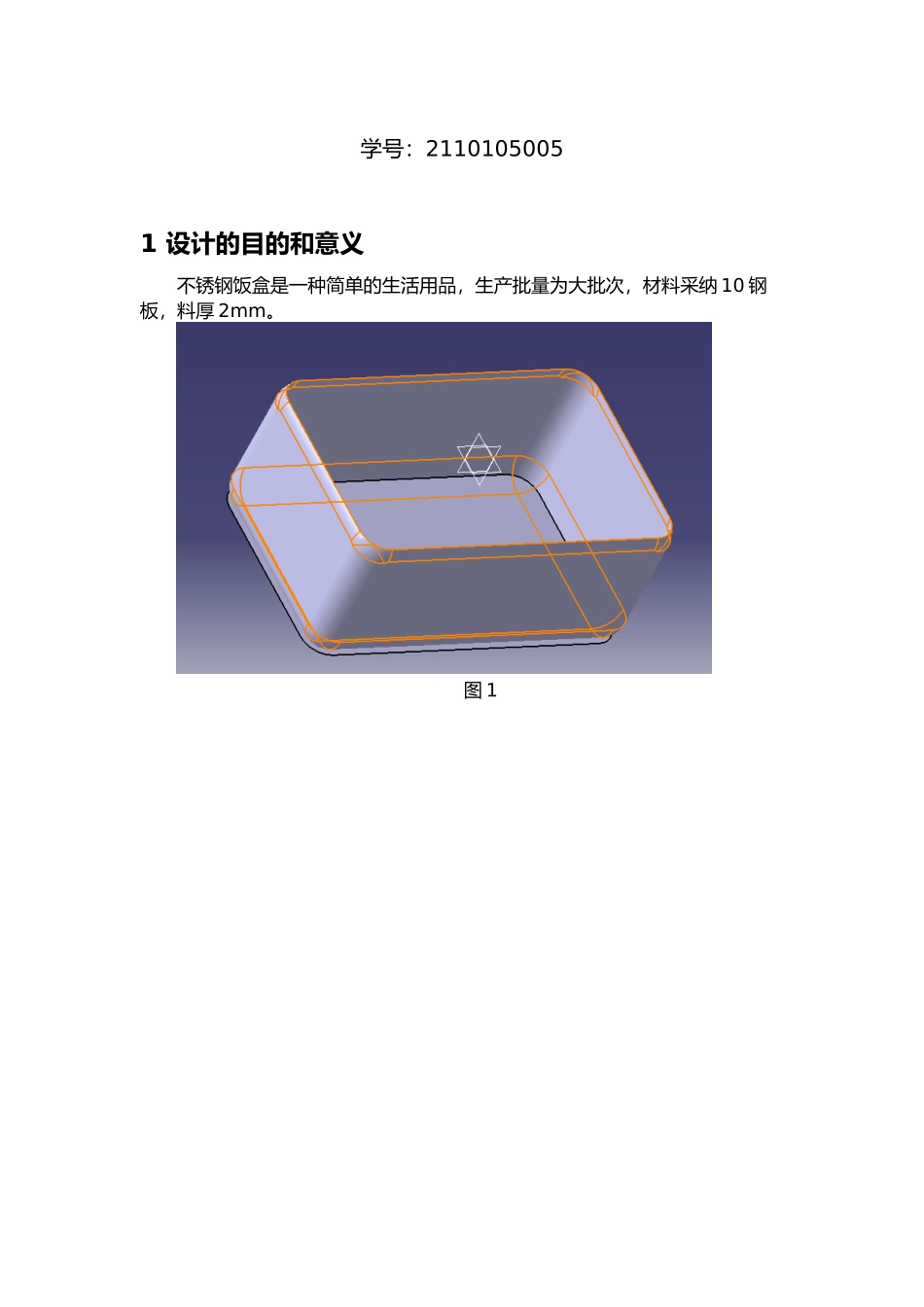
拉深模具设计说明书学院:机械工程学院系:车辆工程系班级:车辆 11:凯学号:21101050051 设计的目的和意义不锈钢饭盒是一种简单的生活用品,生产批量为大批次,材料采纳 10 钢板,料厚 2mm
图 1图 22 冲压零件图与工艺此工件为无凸缘盒型拉深件,要求外形尺寸,没有厚度不变的要求但是壁厚不可低于 0
此工件的形状满足拉深工艺要求,可以用拉深工序加工
1 冲压件工艺性分析与冲裁方案的确定2
1 材料分析采纳 430 不锈钢板,包含铁+12%以上的铬,可以防止自然因素所造成的氧化,称之为不锈钢,在 jis 的代号为 430 号,因此又称为 430 不锈钢
满足使用要求
抗拉强度σ b=450 MPa
2 冲裁件的结构工艺性 工件底部圆角半径为 r=14mm,大于拉深凸模圆角半径rT=4 6mm ,满足首次拉深对圆角半径的要求
相对高度hb=0
8 ,属于低盒型件,可以一次拉深而成
总之,该工件的拉深工艺性较好
3 冲裁件经济性分析材料利用率较高,经济性良好
4 冲裁方案的确定本工件首先需要落料,然后以落料件为毛坯进行拉深
本次做拉深工序所需的拉深模
2 排样图的设计与材料利用率的计算2
1 排样 毛坯尺寸计算对于尺寸为b1×b的矩形盒拉深件,可以看做由两个宽度为 b 的半正方形和中间为(b1−b)的直边组成
展开图(图 3)如下:图 3长圆形毛坯的圆弧半径为:Rb=D2D=1
13❑√b2+4 b (h−0
43r )−1
72r (h+0
33r )式中,Rb——毛坯的圆弧半径;D——尺寸为b×b的假象方形盒的毛坯直径
长圆形毛坯的长度为:L=2 Rb+(b1−b )=D+(b1−b )长圆形毛坯的宽度为:K=D (b−2r )+[b+2 (h−0
43r )](b1−b )b1−2r计算得:D¿