数控液压剪板机操作与保养规程数控液压剪板机操作与保养规程1
目的:规员工正确使用与维护保养设备,确保设备正常运转与人员安全,有效降低故障率,提高设备使用效率
适用围:金方圆数控剪板机操作与维护保养工作
职责: 设备使用人员负责设备正确使用与日常保养,并记录日保养状况
维保技术人员负责组织实施设备月度与以上保养
1 操作:4
1 开机前准备:1
设备操作人员必须经过培训合格,掌握设备的操作技能与各项安全特性,持证上岗
并佩戴好劳保用品
开机前,操作人员应对上下模具,与机床前后与液压油位点检,确认设备完好,或将发现的异常与隐患处理完成后方可开机
操作前,检查和清理工作场地杂物与与产品无关物品
2 设备开关机: 首先将电源开关打“1”(ON)位置,电源指示灯亮,释放急停开关,起动油泵,这时 X 轴需回参考点,模拟轴则不需要
X 轴回参考点的方法是按 DAC 350 起动键,后挡料缓缓向后移动,直到感应片接触参考点开关,后挡料再快速移至编程位置,这时模拟轴刀口 间 隙 和 剪 切 角 也 移 至 编 程 位 置 , 系 统 显 示 器 右 下 角 出 现“NCRDY”信号,表示各轴都已到位,机床可以工作
机床停止顺序系统处于轴停止状态,关闭急停,将电源开关打到“O”(OFF)位置
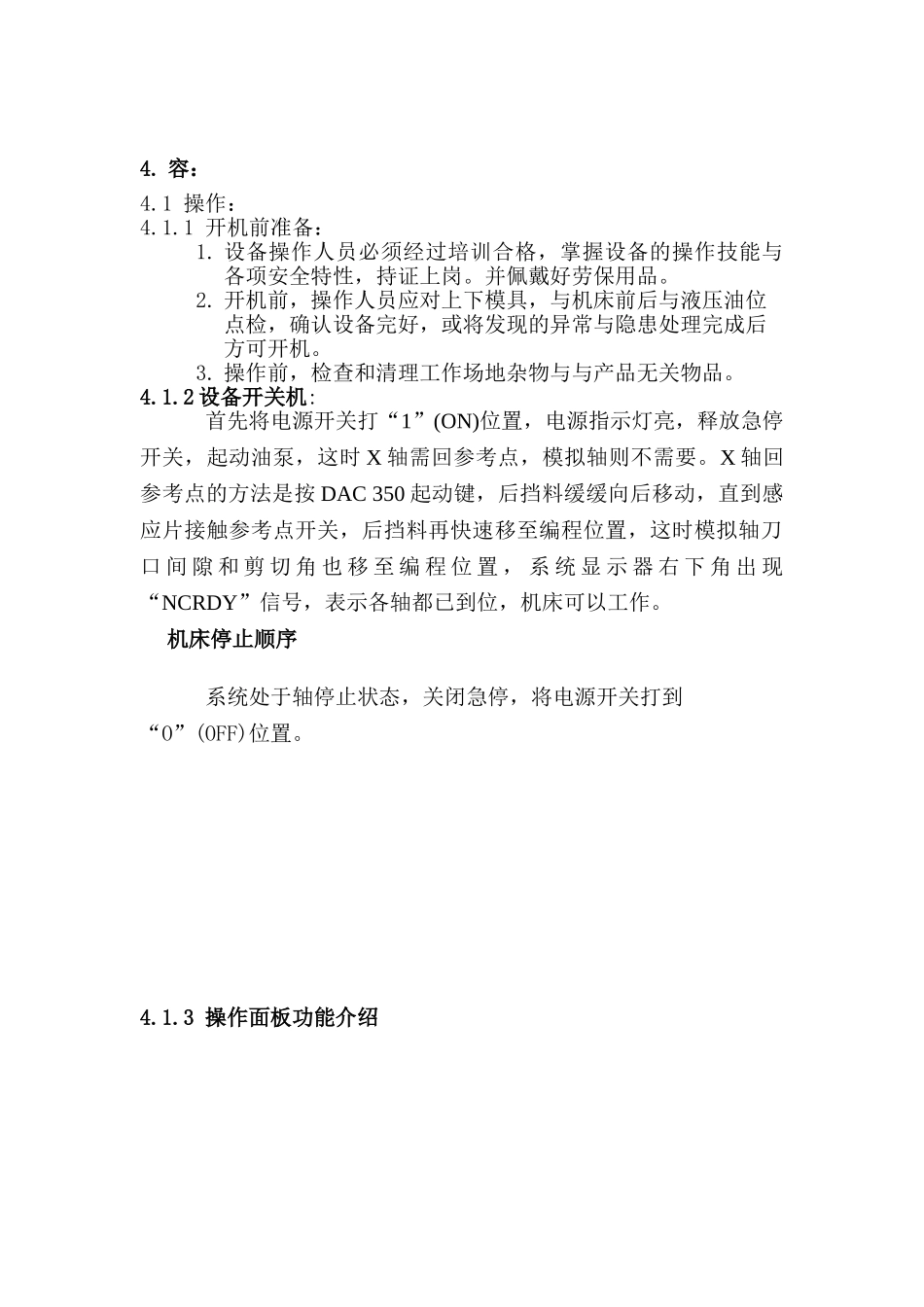
3 操作面板功能介绍4
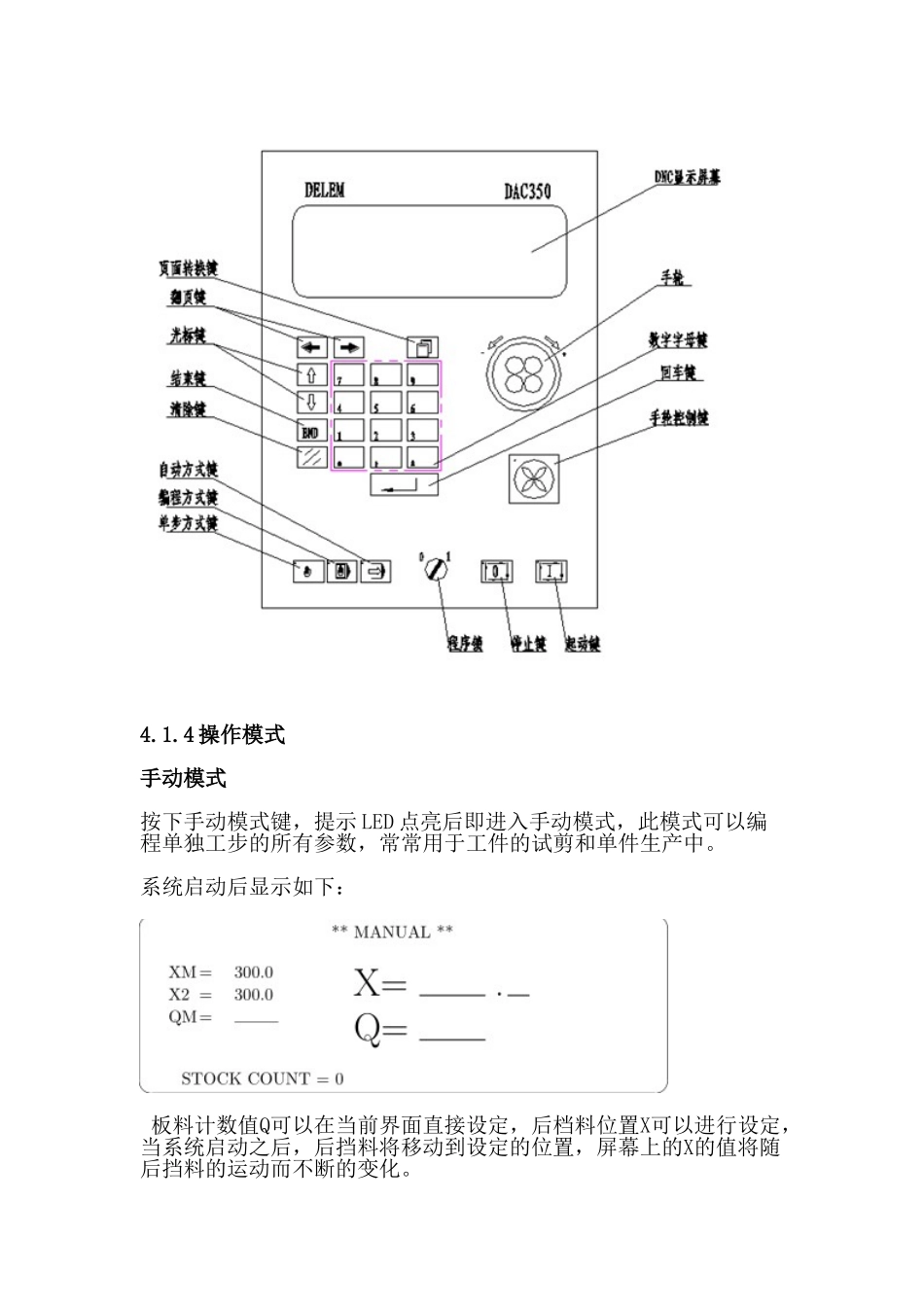
4 操作模式手动模式按下手动模式键,提示 LED 点亮后即进入手动模式,此模式可以编程单独工步的所有参数,常常用于工件的试剪和单件生产中
系统启动后显示如下: 板料计数值Q可以在当前界面直接设定,后档料位置X可以进行设定,当系统启动之后,后挡料将移动到设定的位置,屏幕上的X的值将随后挡料的运动而不断的变化
通用参数解释:PROG-NR : 程序号MAT:材料类型 1
不锈钢THICK:材料厚